しけんけんきゅうのようにきょうするげんしろとうのようせつのぎじゅつきじゅんにかんするきそく
試験研究の用に供する原子炉等の溶接の技術基準に関する規則
昭和61年総理府令第74号
核原料物質、核燃料物質及び原子炉の規制に関する法律(昭和32年法律第166号)第28条の2第3項第2号の規定に基づき、試験研究の用に供する原子炉等の溶接の技術基準に関する総理府令を次のように定める。
(適用範囲)
第1条 この規則は、次に掲げる原子炉及びその附属施設について適用する。
一 試験研究の用に供する試験研究用等原子炉(船舶に設置するものを除く。)
二 船舶に設置する軽水減速加圧軽水冷却型原子炉(減速材及び冷却材として加圧軽水を使用する原子炉であって蒸気発生器が構造上原子炉圧力容器の外部にあるものをいう。)であって研究開発段階にある試験研究用等原子炉
(定義)
第2条 この規則において使用する用語は、核原料物質、核燃料物質及び原子炉の規制に関する法律(以下「法」という。)において使用する用語の例による。
2 この規則において、次の各号に掲げる用語の意義は、それぞれ当該各号に定めるところによる。
一 「試験研究用原子炉」とは、前条第1号に掲げる試験研究用等原子炉(次号に規定するものを除く。)をいう。
二 「ナトリウム冷却型高速炉」とは、前条第1号に掲げる試験研究用等原子炉のうち、1次冷却材としてナトリウムを用い、かつ、その原子核分裂の連鎖反応が主として高速中性子により行われるものをいう。
三 「原子炉冷却材圧力バウンダリ」とは、1次冷却設備に係る設備の損壊等に伴い自動的に弁が閉鎖されることにより、圧力障壁を形成する部分をいう。
四 「原子炉カバーガス等のバウンダリ」とは、ナトリウム冷却型高速炉の通常運転時に原子炉カバーガス(1次冷却材の自由液面部を覆うことを主たる目的とする不活性ガスをいう。)又は1次冷却材を内包する部分のうち、原子炉冷却材圧力バウンダリを除いたものをいう。
五 「第1種機器」とは、原子炉冷却材圧力バウンダリを構成する容器又は管をいう。
六 「第1種容器」とは、第1種機器に属する容器をいう。
七 「第1種管」とは、第1種機器に属する管をいう。
八 「第2種容器」とは、原子炉格納容器並びにこれに接続する容器であって原子炉格納容器及びこれに接続する容器内の設備から放出される放射性物質等の有害な物質の漏えいを防止するために設けられるものをいう。
九 「第3種機器」とは、次に掲げる容器又は管をいう。
イ 試験研究用等原子炉を安全に停止するために必要な設備又は非常時に安全を確保するために必要な設備であって、その故障、損壊等により公衆に放射線障害を及ぼすおそれを間接に生じさせるものに属する容器又は管(放射線管理の用に供するダクトにあっては、原子炉格納容器の貫通部から外側隔離弁までの部分に限る。)
ロ タービンを駆動させることを主たる目的とする流体が循環する回路に係る設備に属する容器又は管であって、第1種機器からこれらに最も近い止め弁までのもの
ハ イ及びロに掲げるもの以外の容器又は管であって、原子炉格納容器の貫通部から最も近い隔離弁までのもの
ニ 原子炉カバーガス等のバウンダリを構成する容器又は管
ホ ナトリウムを内包し、かつ、多量の放射性物質を内包している容器又は管(第1種機器を除く。)
ヘ 試験研究用原子炉(1次冷却材として軽水又は重水を用いるものに限る。)の通常運転時に1次冷却材を内包する機器及びこれに附属する機器であって、原子炉容器内の水位の過度の低下を防止し、炉心を冠水状態に保持するためのものに属する容器又は管(第1種機器を除く。)
ト 試験研究用原子炉の炉心に近接する設備であって、その故障、損壊等により放射性物質の漏えいを生じさせるおそれのあるものに属する容器又は管
十 「第3種容器」とは、第3種機器に属する容器をいう。
十一 「第3種管」とは、第3種機器に属する管をいう。
十二 「第4種機器」とは、第1種機器、第2種容器、第3種機器及び第15号に規定する第5種管以外の容器又は管をいう。
十三 「第4種容器」とは、第4種機器に属する容器をいう。
十四 「第4種管」とは、第4種機器に属する管をいう。
十五 「第5種管」とは、放射線管理の用に供するダクト(第3種管を除く。)をいう。
十六 「第1種継手」とは、容器の胴、管又は管台の長手継手、球形容器、鏡板又は平板の継手及び容器の胴、管又は管台に半球形鏡板を取り付ける継手をいう。
十七 「第2種継手」とは、容器の胴、管又は管台の周継手及び容器の胴、管又は管台に半球形鏡板以外の鏡板を取り付ける継手をいう。
十八 「第3種継手」とは、容器の胴、管又は管台にフランジ、平板又は管板を取り付ける継手をいう。
十九 「第4種継手」とは、容器の胴、管、管台、鏡板又は平板に管台を取り付ける継手をいう。
(特殊な方法による溶接)
第3条 この規則の規定によらないで試験研究用等原子炉施設の溶接をすることにつき特別の理由がある場合にあっては、原子力規制委員会の認可を受けて、この規則の規定によらないで試験研究用等原子炉施設の溶接をすることができる。
2 前項の認可を受けようとする者は、その理由及び溶接方法を記載した申請書に関係図面を添付して申請しなければならない。
(溶接部の強度)
第4条 溶接部は、母材の強度(母材の強度が異なる場合は、弱い方の強度)と同等以上の強度を有するものでなければならない。ただし、別表第1に掲げるP—11A(グループ番号1に限る。)及びP—21からP—25までのいずれかに属する母材の溶接部であって、最高使用圧力が98キロパスカル未満のものにあっては、設計上要求される強度以上の強度を有するものとすることができる。
2 溶接部は、溶込みが十分であり、割れがなく、かつ、アンダーカット、オーバーラップ、クレータ、スラグ巻込み、ブローホール等で溶接部の強度を確保する上で有害なものがないものでなければならない。
(材料の制限)
第5条 溶接に用いられる母材は、炭素含有量が0・35パーセント以下のものでなければならない。
(厚さの異なる母材の突合せ溶接)
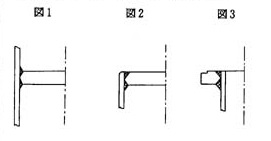
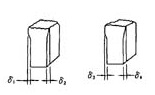
第6条 第1種機器、第2種容器、第3種機器及び第4種機器に係る厚さの異なる母材の突合せ溶接(第3種継手又は第4種継手に係るものを除く。)を行う場合は、次の図1から図3までに示すところによりこう配を設けなければならない。
図1
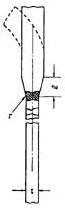 図2
図2
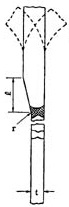 図3
図3

| (備考) |
一 tは、薄い方の母材の厚さとする。
二 lは、突き合わせる母材の面の食い違いの値の3倍以上の値とする。
三 rは、tの2分の1以上とする。
|
(開先面)
第7条 開先面及びその付近の母材の表面の水分、塗料、油脂、ごみ、有害なさび、溶けかすその他有害な異物は、溶接に先立ち、除去しなければならない。
2 裏はつりを行う場合は、溶込み不良部を完全に除去しなければならない。
第8条 第1種機器、第2種容器及び第3種機器(第3種機器にあっては、原子炉格納容器の貫通部から最も近い隔離弁までのものに限る。)に係る第1種継手、第2種継手、第3種継手及び第4種継手並びに肉盛り溶接部及びクラッド溶接による溶接部の開先面は、磁粉探傷試験又は浸透探傷試験を行い、これに合格するものでなければならない。ただし、母材が圧延又は鍛造によって作られたものであり、その厚さが50ミリメートル(熱荷重により著しい応力が生ずる部分にあっては、25ミリメートル)以下である場合は、この限りでない。
(突合せ溶接による継手面の食い違い)
第9条 第1種機器、第2種容器、第3種機器及び第4種機器の突合せ溶接による継手面の食い違いは、次の表の上欄に掲げる継手の種類及び同表の中欄に掲げる母材の厚さ(母材の厚さが異なる場合は、薄い方の厚さ)の区分に応じ、それぞれその区分に対応する同表の下欄に掲げる値を超えてはならない。ただし、応力計算を行って構造上要求される強度を有することが明らかである場合は、この限りでない。
| 継手の種類 | 母材の厚さ | 食い違いの値 |
| 第1種継手 | 20ミリメートル以下 | 1ミリメートル |
| 20ミリメートルを超え120ミリメートル以下 | 母材の厚さの5パーセント | |
| 120ミリメートルを超えるもの | 6ミリメートル | |
| 第2種継手、第3種継手及び第4種継手 | 15ミリメートル以下 | 1・5ミリメートル |
| 15ミリメートルを超え120ミリメートル以下 | 母材の厚さの10パーセント | |
| 120ミリメートルを超えるもの | 12ミリメートル |
(継手の仕上げ)
第10条 第1種機器、第2種容器、第3種機器及び第4種機器の溶接部であって第12条又は第14条の規定により非破壊試験を行うこととされているものの表面は、滑らかで、母材の表面より高く、又は母材の表面と同じ高さであり、かつ、母材の表面と段がつかないように仕上げなければならない。
2 第1種機器、第2種容器、第3種機器及び第4種機器の突合せ溶接による溶接部であって、第12条又は第14条の規定により放射線透過試験を行うこととされているものの余盛りの高さは、次の表の上欄に掲げる母材の厚さ(母材の厚さが異なる場合は、薄い方の厚さ)の区分に応じ、それぞれ同表の下欄に掲げる値以下でなければならない。
| 母材の厚さ | 余盛りの高さ |
| 12ミリメートル以下 | 1・5ミリメートル |
| 12ミリメートルを超え25ミリメートル以下 | 2・5ミリメートル |
| 25ミリメートルを超え50ミリメートル以下 | 3ミリメートル |
| 50ミリメートルを超え100ミリメートル以下 | 4ミリメートル |
| 100ミリメートルを超えるもの | 5ミリメートル |
(溶接後熱処理)
第11条 第1種機器、第2種容器、第3種機器及び第4種機器の溶接部は、別表第2に掲げる方法により溶接後熱処理を行わなければならない。この場合において、溶接後熱処理の温度は、別表第3の母材の区分の欄に掲げる区分に応じそれぞれ同表の温度範囲の欄に掲げる範囲内の温度とし、溶接後熱処理の保持時間は、当該母材の区分の欄に掲げる区分に応じそれぞれ同表の溶接部の厚さに応じた保持時間の欄に掲げる溶接部の厚さの区分に応じた時間とする。
2 前項の規定にかかわらず、別表第4の区分の欄に掲げる区分(母材の区分及び溶接部により区分されるものをいう。)のいずれかに該当する溶接部であって、その厚さが、当該区分に対応する同表の溶接部の厚さの欄に掲げる範囲内の厚さであり、母材の炭素含有量が、当該区分に対応する同表の母材の炭素含有量の欄に掲げる範囲内の量であるもの(別表第1に掲げるP—1、P—3からP—5まで、P—7、P—9A、P—9B、P—11A及びP—11Bのいずれかに属する母材(以下「フェライト系鋼材」という。)の溶接部であって、厚さが10ミリメートルを超え、かつ、曲げ加工前に溶接が行われたもの並びに同表に掲げるP—1、P—3、P—4、P—5及びP—7のいずれかに属する母材で作られた第2種容器の溶接部であって、直径が61ミリメートル以上の穴に取り付けられる第4種継手の溶接部又は扉の穴枠等を取り付ける溶接部を除く。)について、当該区分に対応する同表の予熱温度の欄に掲げる温度で予熱をする場合は、溶接後熱処理を行わないこととすることができる。
(溶接部の非破壊試験)
第12条 別表第5の区分の欄に掲げる区分(機器及び溶接部により区分されるものをいう。)のいずれかに該当する溶接部は、当該区分に対応する同表の規定試験の欄に掲げる非破壊試験を行い、これに合格するものでなければならない。ただし、容器又は管の構造上当該試験を行うことが著しく困難である場合であって、当該試験の代わりに、当該区分に対応する同表の代替試験の欄に掲げる非破壊試験を行い、これに合格するときは、この限りでない。
(溶接部の機械試験)
第13条 別表第6の区分の欄に掲げる区分(機器及び溶接部により区分されるものをいう。)のいずれかに該当する第1種機器、第2種容器、第3種機器及び第4種機器の突合せ溶接による溶接部は、当該区分に対応する同表の試験板の作成方法の欄に掲げる方法により作成した試験板について、別表第7の区分の欄に掲げる区分(機器及び溶接部により区分されるものをいう。)に応じ、それぞれ同表の試験の種類の欄に掲げる機械試験を行い、これに合格するものでなければならない。
2 前項の機械試験は、次の各号によらなければならない。
一 継手引張試験、自由曲げ試験、型曲げ試験及びローラ曲げ試験にあっては、別表第8の試験の種類の欄に掲げる区分に応じ、それぞれ同表の試験片の欄に掲げる試験片を用い、同表の試験の方法の欄に掲げる試験の方法により行うこと。
二 破壊靱性試験にあっては、別表第9の機器の欄に掲げる区分に応じ、それぞれ同表の試験の方法の欄に掲げる試験の方法により行うこと。
3 前項の機械試験を行った場合において、次の各号に該当するときは、これを合格とする。
一 前項第1号の場合にあっては、別表第8の試験の種類の欄に掲げる区分に応じ、それぞれ同表の合格基準の欄に掲げる基準に適合するとき。
二 前項第2号の場合にあっては、別表第9の機器の欄に掲げる区分に応じ、それぞれ同表の合格基準の欄に掲げる基準に適合するとき。
4 第1項の機械試験を行い、別表第10の試験の種類の欄に掲げる試験に不合格となった場合において、それぞれ同表の再試験が行えるときの欄に該当する場合にあっては、当該不合格となった試験に用いられた試験片(別表第8の規定により分割する場合にあっては、分割された試験片)の試験板又はこれと同時に作成した試験板からとった別表第10の再試験片の数の欄に掲げる数の再試験片について、当該不合格となった試験の再試験を行い、これに合格するときは、これを当該不合格となった試験に合格したものとみなす。
(溶接部の耐圧試験)
第14条 別表第11の機器の欄に掲げる機器の溶接部は、同欄に掲げる区分に応じ、それぞれ同表の試験圧力の欄に掲げる圧力で耐圧試験を行い、これに耐え、かつ、漏えいがないものでなければならない。ただし、容器又は管の構造上当該圧力で試験を行うことが著しく困難である場合であって、可能な限り高い圧力で試験を行い、これに耐え、かつ、漏えいがなく、放射線透過試験、超音波探傷試験、磁粉探傷試験又は浸透探傷試験のうちいずれか適当な非破壊試験を行い、これに合格するときは、この限りでない。
(非破壊試験の方法と合格基準)
第15条 第8条、第12条及び前条の非破壊試験は、次の各号によらなければならない。
一 放射線透過試験にあっては、別表第12の試験の方法の項に掲げる試験の方法により行うこと。
二 超音波探傷試験にあっては、別表第13の試験の方法の項に掲げる試験の方法により行うこと。
三 磁粉探傷試験にあっては、別表第14の試験の方法の項に掲げる試験の方法により行うこと。
四 浸透探傷試験にあっては、別表第15の試験の方法の項に掲げる試験の方法により行うこと。
2 前項の非破壊試験を行った場合において、次の各号に該当するときは、これを合格とする。
一 前項第1号の場合にあっては、別表第12の合格基準の項に掲げる基準に適合するとき。
二 前項第2号の場合にあっては、別表第13の合格基準の項に掲げる基準に適合するとき。
三 前項第3号の場合にあっては、別表第14の合格基準の項に掲げる基準に適合するとき。
四 前項第4号の場合にあっては、別表第15の合格基準の項に掲げる基準に適合するとき。
(第2種容器等の溶接の特例)
第16条 法第27条第1項又は第2項の規定により認可を受けた設計及び工事の方法において、第1種容器に係る溶接の技術上の基準に適合すべきものとされた第2種容器、第3種容器及び第1種管は、この規則の適用については、第1種容器とみなす。
2 法第27条第1項又は第2項の規定により認可を受けた設計及び工事の方法において、第1種管に係る溶接の技術上の基準に適合すべきものとされた第3種管は、この規則の適用については、第1種管とみなす。
附則
1 この府令は、公布の日から施行する。
2 核原料物質、核燃料物質及び原子炉の規制に関する法律の一部を改正する法律(昭和61年法律第73号。以下「改正法」という。)の施行の日の前日までに溶接作業に着手した容器又は管の溶接についての法第28条の2第3項第2号に規定する技術上の基準は、この府令の規定にかかわらず、改正法による改正前の法第27条の規定により認可を受けた設計及び工事の方法とする。
附則 (昭和63年7月26日総理府令第41号) 抄
1 この府令は、昭和64年4月1日から施行する。
附則 (平成11年9月30日総理府令第46号)
この府令は、公布の日から施行する。
附則 (平成12年10月20日総理府令第118号)
この府令は、内閣法の一部を改正する法律(平成11年法律第88号)の施行の日(平成13年1月6日)から施行する。
附則 (平成24年9月14日文部科学省令第32号) 抄
1 この省令は、原子力規制委員会設置法(平成24年法律第47号)の施行の日(平成24年9月19日)から施行する。
附則 (平成25年6月28日原子力規制委員会規則第4号) 抄
(施行期日)
第1条 この規則は、原子力規制委員会設置法(平成24年法律第47号。以下「設置法」という。)附則第1条第4号に掲げる規定の施行の日(平成25年7月8日)から施行する。
(経過措置)
第17条 この規則の施行前にした行為に対する罰則の適用については、なお従前の例による。
附則 (平成25年12月6日原子力規制委員会規則第16号) 抄
(施行期日)
第1条 この規則は、原子力規制委員会設置法(平成24年法律第47号。以下「設置法」という。)附則第1条第5号に掲げる規定の施行の日(平成25年12月18日。以下「施行日」という。)から施行する。
附則 (平成30年6月8日原子力規制委員会規則第6号)
この規則は、公布の日から施行する。
附則 (令和元年7月1日原子力規制委員会規則第3号)
この規則は、不正競争防止法等の一部を改正する法律の施行の日(令和元年7月1日)から施行する。ただし、第44条の規定は、放射性同位元素等による放射線障害の防止に関する法律施行規則の一部を改正する規則(平成30年原子力規制委員会規則第11号)の施行の日(令和元年9月1日)から施行する。
別表第1 母材の区分(第4条、第11条関係)
| 母材の区分 | グループ番号 | 種類 |
| P—1 | 1 | 炭素鋼であって,規格による最小引張強さが480N/mm2未満のもの |
| 2 | 炭素鋼であって,規格による最小引張強さが480N/mm2以上550N/mm2未満のもの | |
| 3 | 炭素鋼であって,規格による最小引張強さが550N/mm2以上660N/mm2未満のもの | |
| P—3 | 1 | モリブデン鋼であって,標準合金成分の合計が2.75%以下で,規格による最小引張強さが480N/mm2未満のもの(クロム標準合金成分が0.75%を超えるものを除く。) |
| 2 | モリブデン鋼であって,標準合金成分の合計が2.75%以下で,規格による最小引張強さが480N/mm2以上550N/mm2未満のもの(クロム標準合金成分が0.75%を超えるものを除く。) | |
| 3 | モリブデン鋼であって,標準合金成分の合計が2.75%以下で,規格による最小引張強さが550N/mm2以上660N/mm2未満のもの(クロム標準合金成分が0.75%を超えるものを除く。) | |
| P—4 | — | クロムモリブデン鋼であって,標準合金成分の合計が2.75%以下のもの(クロム標準合金成分が2.0%を超えるもの及びP—3に掲げるものを除く。) |
| P—5 | — | クロムモリブデン鋼であって,標準合金成分の合計が12%以下のもの(P—3及びP—4に掲げるものを除く。) |
| P—6 | — | マルテンサイト系ステンレス鋼 |
| P—7 | — | フェライト系ステンレス鋼 |
| P—8 | — | オーステナイト系ステンレス鋼 |
| P—9A | — | ニッケル鋼であって,ニッケル標準合金成分が2.50%以下のもの |
| P—9B | — | ニッケル鋼であって,ニッケル標準合金成分が2.50%を超え3.50%以下のもの |
| P—11A | 1 | ニッケル鋼であって,ニッケル標準合金成分が3.50%を超え9.0%以下のもの |
| 2 | 合金鋼であって,規格による最小引張強さが660N/mm2以上730N/mm2未満のもの(グループ番号1に掲げるものを除く。) | |
| P—11B | — | 合金鋼であって,規格による最小引張強さが730N/mm2以上のもの |
| P—21 | — | アルミニウムであって,アルミニウムの含有量が99%以上のアルミニウム及びマンガンの含有量が1.0%以上1.5%以下のアルミニウムマンガン合金 |
| P—22 | — | アルミニウムマグネシウム合金であって,マグネシウムの含有量が2.0%以上3.9%以下のもの |
| P—23 | — | アルミニウムマグネシウムけい素合金であって,マグネシウムの含有量が0.45%以上1.4%以下で,かつ,けい素の含有量が0.2%以上0.8%以下のもの |
| P—25 | — | アルミニウムマグネシウム合金であって,マグネシウムの含有量が3.9%を超え5.6%以下のもの |
| P—31 | — | 銅及び銅合金 |
| P—32 | — | ネーバル黄銅又は復水器用黄銅 |
| P—34 | — | 白銅又は復水器用白銅 |
| P—43 | — | ニッケルクロム鉄合金 |
| P—45 | — | 鉄ニッケルクロム合金 |
| P—51 | — | チタンであって,規格による最小引張強さが340N/mm2以下のもの |
| P—52 | — | チタンであって,規格による最小引張強さが340N/mm2を超えるもの |
別表第2 溶接後熱処理の方法(第11条関係)
| 熱処理の方法 |
溶接後熱処理を行う場合は,次の1から3までにより行わなければならない。ただし,次の4に掲げる溶接部について,次の5に掲げる範囲において溶接後熱処理を行うときは,この限りでない。 1 全体を炉内に入れるか又は2分して炉内に入れること。
2 全体を2分して炉内に入れる場合は,加熱部の重なりを1500mm以上とし,かつ,炉外に出る部分の温度こう配が材質に有害とならないように保温すること。この場合において,加熱される部分と炉外にある部分との境界線上に管台その他の構造上の不連続部があってはならない。
3 炉内に入れる場合及び炉内から取り出す場合における炉内の温度は,300度以下であること。
4 次のイからハまでに掲げる溶接部
イ 第2種継手,第3種継手及びこれらに類する継手の溶接部
ロ 第4種継手及び座等を容器又は管に取り付ける継手の溶接部。ただし,母材の一部を切り取り,取付物を突き合わせて溶接したものを除く。
ハ ラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける継手の溶接部
5 次のイ及びロに掲げる範囲
イ 容器については,溶接部の最大幅の両側にそれぞれ母材の厚さの3倍以上の幅
ロ 管については,溶接部の最大幅の両側にそれぞれ開先幅の3倍以上で,かつ,余盛り幅の2倍以上の幅
|
|
| 加熱及び冷却の方法 |
次の1又は2のうちいずれか及び3に掲げる方法により行わなければならない。 1 温度300度以上において,加熱する場合の速さは1時間につき次のイの計算式により計算した温度差(220度を超える場合は,220度)以下,冷却する場合の速さは1時間につき次のロの計算式により計算した温度差(275度を超える場合は,275度)以下であること。ただし,温度差が55度未満の場合であって,容器又は管が著しい熱応力により損傷を受けるおそれのないときは,1時間につき温度差を55度とすることができる。
イ R=220×(25/T)
ロ R=275×(25/T)
Rは,温度差(度を単位とする。)Tは,母材の厚さ(mmを単位とし,厚さの異なる場合は,厚い方の厚さとする。) 2 温度650度以上において,別表第1に掲げるP—7に属する母材の溶接部を冷却する場合の速さは,1の規定にかかわらず,1時間につき温度差が55度以下であること。
3 加熱又は冷却されるものの表面上の任意の2点であって,相互間の距離が4500mm以下のものの温度差は,140度以下であること。
|
|
| 温度保持 | 加熱保持されるものの任意の2点間における温度差は,50度以下でなければならない。ただし,別表第3の温度範囲の欄に掲げる下限の温度以上に保持することが困難な場合であって,次の表の左欄に掲げる別表第3の温度範囲の欄に掲げる下限の温度との差に応じ,それぞれ溶接部の厚さが25mmにつき,1時間として計算した時間(溶接部の厚さが12.5mm未満のものにあっては,0.5時間)に同表の右欄に掲げる係数を乗じた時間以上保持するときは,この限りでない。 | |
| 別表第3の温度範囲の欄に掲げる下限の温度との差(度) | 係数 | |
| 0 | 1 | |
| 30 | 2 | |
| 60 | 3 | |
| (90) | (5) | |
| (120) | (10) | |
|
(備考) 1 かつこ内は,母材が別表第1に掲げるP—1に属する場合のみに適用する。
2 表中の値の中間の値は,比例法によって計算する。
|
||
別表第3 溶接後熱処理における温度範囲及び溶接部の厚さに応じた保持時間(第11条関係)
| 母材の区分 | 温度範囲(度) | 溶接部の厚さに応じた保持時間(時間) | |||
| 厚さが12.5mm以下の場合 | 厚さが12.5mmを超え50mm以下の場合 | 厚さが50mmを超え125mm以下の場合 | 厚さが125mmを超える場合 | ||
| 別表第1に掲げるP—1 |
595以上 700以下 |
0.5以上 | t/25以上 | 2+((t−50)/100)以上 | 2+((t−50)/100)以上 |
| 別表第1に掲げるP—3 |
595以上 710以下 |
0.5以上 | t/25以上 | 2+((t−50)/100)以上 | 2+((t−50)/100)以上 |
| 別表第1に掲げるP—4 |
595以上 740以下 |
0.5以上 | t/25以上 | t/25以上 | 5+((t−125)/100)以上 |
| 別表第1に掲げるP—5 |
680以上 760以下 |
0.5以上 | t/25以上 | t/25以上 | 5+((t−125)/100)以上 |
| 別表第1に掲げるP—6 |
680以上 760以下 |
0.5以上 | t/25以上 | t/25以上 | 5+((t−125)/100)以上 |
| 別表第1に掲げるP—7 |
705以上 760以下 |
0.5以上 | t/25以上 | t/25以上 | 5+((t−125)/100)以上 |
| 別表第1に掲げるP—9A及びP—9B |
595以上 680以下 |
0.5以上 | t/25以上 | t/25以上 | 5+((t−125)/100)以上 |
| 別表第1に掲げるP—11A及びP—11B |
595以上 680以下 |
0.5以上 | t/25以上 | t/25以上 | t/25以上 |
(備考)
tは次に掲げる厚さ(mm単位とする。)とする。
1 完全溶込み溶接の場合にあっては,溶接部の厚さ又は母材(耐圧部(内面又は外面に0Paを超える圧力を受ける部分をいう。以下同じ。)に限る。)の厚さ(厚さが異なる場合は,薄い方の厚さ)のうち,いずれか薄い方の厚さ
2 部分溶込み溶接の場合にあっては,開先の深さ
3 すみ肉溶接の場合にあっては,のど厚
4 クラッド溶接のみの場合にあっては,溶接部の厚さ
別表第4 溶接後熱処理を要しないもの(第11条関係)
| 区分 | 溶接部の厚さ(mm) | 母材の炭素含有量(%) | 予熱温度(度) | |
| 母材の区分 | 溶接部 | |||
| 別表第1に掲げるP—1 |
1 第1種容器の溶接部(2及び3に掲げるものを除く。)
|
16以下 | 0.25以下 | 100以上 |
|
2 第1種容器のすみ肉溶接部
|
19以下 | — | 100以上 | |
|
3 第1種容器の管台の第2種継手及び第3種継手の溶接部であって,突合せ溶接又はソケット溶接によるもの
|
19以下 | — | — | |
| 19を超え32以下 | 0.30以下 | — | ||
| 0.30を超えるもの | 100以上 | |||
| 32を超え38以下 | — | 100以上 | ||
|
4 第1種容器以外の機器であって,母材の厚さが38mm以下のものの溶接部
|
19以下 | — | — | |
| 19を超え32以下 | 0.30以下 | — | ||
| 0.30を超えるもの | 100以上 | |||
| 32を超え38以下 | — | 100以上 | ||
|
5 第1種容器以外の機器であって,母材の厚さが38mmを超えるもののすみ肉溶接部及び部分溶込み溶接部
|
19以下 | — | 100以上 | |
| 別表第1に掲げるP—3(グル—プ番号1又は2に限る。) |
1 容器及び管の溶接部(2及び3に掲げるものを除く。)
|
16以下 | 0.25以下 | 100以上 |
|
2 第2種継手及び第3種継手の溶接部であって,突合せ溶接又はソケット溶接によるもの
|
13以下 | 0.25以下 | 100以上 | |
|
3 漏止め溶接部及びラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける継手の溶接部
|
||||
| 別表第1に掲げるP—4 |
1 第2種継手及び第3種継手の溶接部であって,外径が115mm以下の突合せ溶接によるもの
|
13以下 | 0.15以下 | 100以上 |
|
2 漏止め溶接部及びラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける継手の溶接部
|
||||
| 別表第1に掲げるP—5 |
1 第2種継手及び第3種継手の溶接部であって,クロムの含有量が3.0%以下で,かつ,外径が115mm以下の突合せ溶接によるもの
|
13以下 | 0.15以下 | 150以上 |
|
2 漏止め溶接部及びラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける継手の溶接部
|
||||
| 別表第1に掲げるP—7(日本工業規格G4304「熱間圧延ステンレス鋼板」の「2種類,記号及び分類」の「表1 種類の記号及び分類」の種類の記号の欄に掲げるSUS405並びにこれと同等の化学成分及び機械的性質を有するものに限る。) | 溶接金属がフェライト系ステンレス合金,オ—ステナイト系ステンレス合金又はニッケルクロム鉄合金の場合の溶接部 | 10以下 | 0.08以下 | — |
| 別表第1に掲げるP—8,P—43若しくはP—45又は非鉄金属 | 容器及び管の溶接部 | — | — | — |
別表第5 溶接部の非破壊試験(第12条関係)
| 区分 | 規定試験 | 代替試験 | |
| 機器 | 溶接部 | ||
| 第1種容器 |
1 次のイからニまでのいずれかに掲げるもの
イ 第1種継手の溶接部
ロ 第2種継手の溶接部(熱交換器用管の溶接部を除く。)
ハ 第3種継手の溶接部(2に掲げるものを除く。)
ニ 第4種継手の完全溶込み溶接による溶接部(3に掲げるものを除く。)であって,当該管台又は溶接部が次の(1)から(5)までに適合するもの以外のもの
(1) 管台内径が153mm以下のものであること。
(2) 管台軸が容器壁となす角度が40度以上のものであること。
(3) 容器の穴が容器壁の強め材のみで補強されているものであること。
(4) 管台は著しい配管反力を受けないものであること。
(5) 裏あて金を使用する場合は,溶接完了後にこれを取り除くものであること。
|
放射線透過試験及び溶接金属部に隣接する幅13mmの範囲内の母材を含めた部分における磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | |
|
2 第3種継手の溶接部であって,次の図1から図3までに示すもの

|
放射線透過試験,超音波探傷試験(超音波探傷試験が不適当な場合は,溶接深さの2分の1(溶接深さの2分の1が13mmを超える場合は,13mm)ごとに磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験))及び溶接金属部に隣接する幅13mmの範囲内の母材を含めた部分における磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | ||
|
3 第4種継手の完全溶込み溶接による溶接部(当該管台又は溶接部が1ニ(1)から(5)までに適合するものを除く。)であって,かつ,次の図1から図6までに示すもの

|
|||
|
4 第4種継手の完全溶込み溶接による溶接部(1ニ及び3に掲げるものを除く。)及び部分溶込み溶接による溶接部
|
溶接深さの2分の1(溶接深さの2分の1が13mmを超える場合は,13mm)ごとの磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験)。ただし,最終層においては,溶接金属部に隣接する幅13mmの範囲内の母材の部分を含めて行わなければならない。 | 溶接完了後の超音波探傷試験及び溶接金属部に隣接する幅13mmの範囲内の母材を含めた部分における磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | |
|
5 穴の周辺及び管台の表面に肉盛り座を設ける場合の肉盛り溶接部
|
超音波探傷試験及び磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験)。ただし,肉盛り座に管台を取り付ける場合は,当該管台を取り付ける前に行わなければならない。 | ||
|
6 耐圧部の溶接部(1から5までに掲げるものを除く。)及びキャノピーシールの継手の溶接部
|
磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | 放射線透過試験又は超音波探傷試験 | |
|
7 管板に管を取り付ける継手の溶接部(耐圧部に係るものを除く。)
|
浸透探傷試験 | ||
|
8 クラッド溶接による溶接部
|
|||
|
9 ラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける溶接部
|
磁粉探傷試験又は浸透探傷試験 | 放射線透過試験又は超音波探傷試験 | |
| 第2種容器 |
1 次のイからニまでのいずれかに掲げるもの
イ 第1種継手の溶接部
ロ 第2種継手の溶接部
ハ 第3種継手の突合せ溶接による溶接部
ニ 第4種継手の突合せ溶接による溶接部
|
放射線透過試験 | 超音波探傷試験 |
|
2 第3種継手及び第4種継手の溶接部(1ハ及びニに掲げるものを除く。)
|
磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | 放射線透過試験又は超音波探傷試験 | |
|
3 穴の周辺及び管台の表面に肉盛り座を設ける場合の肉盛り溶接部
|
超音波探傷試験(著しい配管反力を受けないものは除く。)及び磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験)。ただし,肉盛り座に管台を取り付ける場合は,当該管台を取り付ける前に行わなければならない。 | ||
|
4 耐圧部の溶接部(1から3までに掲げるものを除く。)及び漏止め溶接による溶接部
|
磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | 放射線透過試験又は超音波探傷試験 | |
|
5 ラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける溶接部(直径が22mm以下の円形スタッドを取り付ける溶接部を除く。)
|
磁粉探傷試験又は浸透探傷試験 | 放射線透過試験又は超音波探傷試験 | |
| 第3種容器 |
1 次のイからニまでのいずれかに掲げるもの(厚さが4.8mm以下の溶接部及び開放容器(開放部により内気と外気が通じている容器をいい,ガードベッセルを除く。)の溶接部を除く。)
イ 第1種継手の溶接部
ロ 第2種継手の溶接部(熱交換器用管の溶接部を除く。)
ハ 第3種継手の突合せ溶接による溶接部
ニ 第4種継手の突合せ溶接による溶接部
|
放射線透過試験 | ガードベッセルに限り,超音波探傷試験又は溶接深さの2分の1(溶接深さの2分の1が13mmを超える場合は,13mm)ごとの磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) |
|
2 第1種継手,第2種継手,第3種継手及び第4種継手の溶接部(1に掲げるものを除く。)
|
磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | 放射線透過試験又は超音波探傷試験 | |
|
3 穴の周辺及び管台の表面に肉盛り座を設ける場合の肉盛り溶接部
|
超音波探傷試験(著しい配管反力を受けないものは除く。)及び磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験)。ただし,肉盛り座に管台を取り付ける場合は,当該管台を取り付ける前に行わなければならない。 | ||
|
4 耐圧部の溶接部(1から3までに掲げるものを除く。)及び漏止め溶接による溶接部
|
磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | 放射線透過試験又は超音波探傷試験 | |
|
5 管板に管を取り付ける継手の溶接部(耐圧部に係るものを除く。)
|
浸透探傷試験 | ||
|
6 クラッド溶接による溶接部
|
|||
|
7 ラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける溶接部
|
磁粉探傷試験又は浸透探傷試験 | 放射線透過試験又は超音波探傷試験 | |
| 第4種容器 |
1 第1種継手,第2種継手及び第3種継手の突合せ溶接による溶接部(熱交換器用管の第2種継手の溶接部及び開放容器(開放部により内気と外気が通じている容器をいう。以下同じ。)の溶接部を除く。)であって,次のイからハまでのいずれかに掲げるもの
イ 次の(1)から(7)までのいずれかに掲げるもの
(1) 別表第1に掲げるP—1に属する母材の溶接部であって,厚さが32mmを超えるもの
(2) 別表第1に掲げるP—3に属する母材の溶接部であって,厚さが19mmを超えるもの
(3) 別表第1に掲げるP—4に属する母材の溶接部であって,厚さが16mmを超えるもの
(4) 別表第1に掲げるP—5に属する母材の溶接部
(5) 別表第1に掲げるP—6又はP—7に属する母材の溶接部(炭素含有量が0.08%以下の母材の溶接部であって,その厚さが38mm以下であり,かつ,溶接金属がオーステナイト系ステンレス合金又はニッケルクロム鉄合金の場合を除く。)
(6) 別表第1に掲げるP—8に属する母材の溶接部であって,厚さが38mmを超えるもの
(7) 別表第1に掲げるP—9A,P—9B,P—11A又はP—11Bに属する母材の溶接部であって,厚さが16mmを超えるもの
ロ 内包する放射性物質の濃度が37mBq/cm3(内包する放射性物質が液体中にある場合は,37mBq/cm3)以上の容器の溶接部(イに掲げるものを除く。)であって,次の(1)又は(2)のいずれかに掲げるもの以外のもの
(1) 液体用の容器であって,最高使用温度が当該液体の大気圧における沸点未満であり,かつ,最高使用圧力が1960kPa未満のものの溶接部
(2) 最高使用圧力が98kPa未満のものの溶接部((1)に掲げるものを除く。)
ハ 第1種継手を有する母材相互又は第2種継手若しくは第3種継手を有する母材相互を取り付ける継手と第1種継手,第2種継手又は第3種継手とが接する箇所(以下「継手接続箇所」という。)から100mm以内にある第1種継手,第2種継手又は第3種継手の溶接部(イ及びロに掲げるもの並びに継手接続箇所と他の継手接続箇所との距離が厚い方の母材の厚さの5倍以上であるものを除く。)
|
放射線透過試験 | |
|
2 耐圧部の溶接部(1に掲げるもの及び開放容器の屋根の溶接部を除く。)及び漏止め溶接による溶接部
|
磁粉探傷試験又は浸透探傷試験 | 放射線透過試験又は超音波探傷試験 | |
|
3 管板に管を取り付ける継手の溶接部(耐圧部に係るものを除く。)
|
浸透探傷試験 | ||
|
4 ラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける溶接部
|
磁粉探傷試験又は浸透探傷試験 | 放射線透過試験又は超音波探傷試験 | |
| 第1種管 |
1 次のイからニまでのいずれかに掲げるもの(管の外径が61mmを超える場合に限る。)
イ 第1種継手の溶接部
ロ 第2種継手の溶接部(ソケット継手の溶接部を除く。)
ハ 第3種継手の溶接部(2に掲げるものを除く。)
ニ 第4種継手の完全溶込み溶接による溶接部(管台に接続される管の外径が115mm以下の場合を除く。)
|
放射線透過試験及び溶接金属部に隣接する幅13mmの範囲内の母材を含めた部分における磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | |
|
2 第3種継手の溶接部であって,次の図1から図3までに示すもの(管の外径が61mmを超える場合に限る。)
|
放射線透過試験,超音波探傷試験(超音波探傷試験が不適当な場合は,溶接深さの2分の1(溶接深さの2分の1が13mmを超える場合は,13mm)ごとに,磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験))及び溶接金属部に隣接する幅13mmの範囲内の母材を含めた部分における磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | ||
|
3 第1種継手,第2種継手及び第3種継手の溶接部(1イからハまで及び2に掲げるものを除く。)
|
溶接金属部に隣接する幅13mmの範囲内の母材を含めた部分における磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | 放射線透過試験又は超音波探傷試験 | |
|
4 第4種継手の完全溶込み溶接による溶接部(1ニに掲げるものを除く。)及び部分溶込み溶接による溶接部
|
溶接深さの2分の1(溶接深さの2分の1が13mmを超える場合は,13mm)ごとの磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験)。ただし,最終層においては,溶接金属部に隣接する幅13mmの範囲内の母材の部分を含めて行わなければならない。 | 溶接完了後に超音波探傷試験及び溶接金属部に隣接する幅13mmの範囲内の母材を含めた部分における磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | |
|
5 穴の周辺及び管台の表面に肉盛り座を設ける場合の肉盛り溶接部
|
超音波探傷試験(著しい配管反力を受けないものは除く。)及び磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験)。ただし,肉盛り座に管台を取り付ける場合は,当該管台を取り付ける前に行わなければならない。 | ||
|
6 耐圧部の溶接部(1から5までに掲げるものを除く。)及び漏止め溶接による溶接部
|
磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | 放射線透過試験又は超音波探傷試験 | |
|
7 クラッド溶接による溶接部
|
浸透探傷試験 | ||
|
8 ラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける溶接部
|
磁粉探傷試験又は浸透探傷試験 | 放射線透過試験又は超音波探傷試験 | |
| 第3種管 |
1 次のイからニまでのいずれかに掲げるもの(外径が61mm以下の管及び開放容器に接続される管のうち当該容器に最も近い止め弁までの部分の溶接部を除く。)
イ 第1種継手の溶接部
ロ 第2種継手の溶接部(ソケット継手の溶接部を除く。)
ハ 第3種継手の突合せ溶接による溶接部
ニ 第4種継手の突合せ溶接による溶接部(管台に接続される管の外径が115mm以下の場合を除く。)
|
放射線透過試験 | |
|
2 第1種継手,第2種継手,第3種継手及び第4種継手の溶接部(1に掲げるものを除く。)
|
磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | 放射線透過試験又は超音波探傷試験 | |
|
3 穴の周辺及び管台の表面に肉盛り座を設ける場合の肉盛り溶接部
|
超音波探傷試験(著しい配管反力を受けないものは除く。)及び磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験)。ただし,肉盛り座に管台を取り付ける場合は,当該管台を取り付ける前に行わなければならない。 | ||
|
4 耐圧部の溶接部(1から3までに掲げるものを除く。)及び漏止め溶接による溶接部
|
磁粉探傷試験(磁粉探傷試験が不適当な場合は,浸透探傷試験) | 放射線透過試験又は超音波探傷試験 | |
|
5 クラッド溶接による溶接部
|
浸透探傷試験 | ||
|
6 ラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける溶接部
|
磁粉探傷試験又は浸透探傷試験 | 放射線透過試験又は超音波探傷試験 | |
| 第4種管 |
1 突合せ溶接による溶接部であって,次のイからニまでのいずれかに掲げるもの(外径が61mm以下の管及び開放容器に接続される管のうち当該容器に最も近い止め弁までの部分の溶接部を除く。)
イ 第1種継手の溶接部であって,厚さが19mmを超えるもの
ロ 第2種継手又は第3種継手の溶接部であって,次の(1)又は(2)のいずれかに掲げるもの
(1) 外径が410mm(水用のものにあっては,275mm)を超え,かつ,厚さが19mmを超える管の溶接部
(2) 厚さが41mm(水用のものにあっては,29mm)を超える管の溶接部((1)に掲げるものを除く。)
ハ 内包する放射性物質の濃度が37mBq/cm3(内包する放射性物質が液体中にある場合は,37kBq/cm3)以上の管の溶接部(イ及びロに掲げるものを除く。)であって,次の(1)又は(2)のいずれかに掲げるもの以外のもの
(1) 液体用の管であって,最高使用温度が当該液体の大気圧における沸点未満であり,かつ,最高使用圧力が1960kPa未満のものの溶接部
(2) 最高使用圧力が980kPa(第1種継手の溶接部にあっては,490kPa)未満のものの溶接部((1)に掲げるものを除く。)
ニ 継手接続箇所から100mm以内にある第1種継手,第2種継手又は第3種継手の溶接部(イからハまでに掲げるもの及び継手接続箇所と他の継手接続箇所との距離が厚い方の母材の厚さの5倍以上である場合を除く。)
|
放射線透過試験 | |
|
2 耐圧部の溶接部(1に掲げるものを除く。)及び漏止め溶接による溶接部
|
磁粉探傷試験又は浸透探傷試験 | 放射線透過試験又は超音波探傷試験 | |
|
3 ラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける溶接部
|
|||
| 第5種管 |
1 耐圧部の溶接部
|
||
|
2 ラグ,ブラケット,強め材,控え,強め輪等であって,重要なものを取り付ける溶接部
|
|||
別表第6 溶接部の機械試験板(第13条関係)
| 区分 | 試験板の作成方法 | ||
| 機器 | 溶接部 | ||
|
第1種容器 第2種容器 第3種容器 第4種容器(安全設備以外の開放容器を除く。) |
胴の内径が600mmを超えるもの | 第1種継手の溶接部 | 当該容器について1個(溶接が同一の条件で行われない場合は,条件の異なる部分ごとに1個とする。) |
| 第2種継手,第3種継手及び第4種継手の溶接部 | 当該容器について1個(溶接が同一の条件で行われない場合は,条件の異なる部分ごとに1個とする。)を当該容器の溶接に引き続き同一の条件で別個に溶接を行って作ること。ただし,第1種継手の試験板の作成と同一の条件で溶接を行う場合は,この限りでない。 | ||
| 胴の内径が600mm以下のもの | 第1種継手の溶接部 | 当該容器について1個(溶接が同一の条件で行われない場合は,条件の異なる部分ごとに1個とする。ただし,外径の差が150mm以下,厚さの差が6mm以下で,かつ,同一の規格の材料の継手を同一の条件で引き続き溶接を行う場合は,溶接線の長さが60m又はその端数ごとに1個とすることができる。) | |
| 第2種継手,第3種継手及び第4種継手の溶接部 | 当該容器について1個(溶接が同一の条件で行われない場合は,条件の異なる部分ごとに1個とする。ただし,外径の差が150mm以下,厚さの差が6mm以下で,かつ,同一の規格の材料の継手を同一の条件で引き続き溶接を行う場合は,溶接線の長さが60m又はその端数ごとに1個とすることができる。)を当該容器の溶接に引き続き同一の条件で別個に溶接を行って作ること。ただし,第1種継手の試験板の作成と同一の条件で溶接を行う場合は,この限りでない。 | ||
|
第1種管 第3種管 第4種管(安全設備以外の開放容器に接続される管のうち,当該容器に最も近い止め弁までの部分を除く。) |
第1種継手の溶接部 | 当該管について1個(溶接が同一の条件で行われない場合は,条件の異なる部分ごとに1個とする。ただし,外径の差が150mm以下,厚さの差が6mm以下で,かつ,同一の規格の材料の継手を同一の条件で引き続き溶接を行う場合は,溶接線の長さが60m又はその端数ごとに1個とすることができる。) | |
| 第2種継手及び第3種継手の溶接部 | 当該管について1個(溶接が同一の条件で行われない場合は,条件の異なる部分ごとに1個とする。ただし,外径の差が150mm以下,厚さの差が6mm以下で,かつ,同一の規格の材料の継手を同一の条件で引き続き溶接を行う場合は,溶接線の長さが60m又はその端数ごとに1個とすることができる。)を当該管の溶接に引き続き同一の条件で別個に溶接を行って作ること。ただし,第1種継手の試験板の作成と同一の条件で行う場合は,この限りでない。 | ||
(備考)
1 試験板は,母材と同一の規格に適合し,かつ,母材と同一の厚さ(母材の厚さが異なる場合は,薄い方の厚さ)であること。
2 本体の溶接部について溶接後熱処理(曲げ加工に伴う熱処理及びその他の熱処理を含む。以下この表において同じ。)を行う場合は,試験板にこれと同等の溶接後熱処理を行うこと。
3 試験板が溶接によりそりを生じた場合は,溶接後熱処理を行う前に整形すること。
4 フェライト系鋼材で作られた第1種容器,第2種容器又は第1種管の本体の溶接部について溶接後冷間曲げ加工を行う場合は,破壊靭性試験に係る試験板に同等の溶接後冷間曲げ加工を行うこと。ただし,次のイ又はロのいずれかの場合は,この限りでない。
イ 加工後にオーステナイト化温度から焼ならし又は焼入れ焼戻しを行う場合
ロ 次の計算式により計算した加工度が,0.5以下の場合
ε=(Ct/Rf)(1−(Rf/Ro))εは,加工度
Cは,係数で円筒形の場合は50,球形,さら形又は半だ円形の場合は65
tは,母材の厚さ(mmを単位とする。)
Rfは,曲げ加工後の母材の厚さの中心における曲率半径(mmを単位とする。)
Roは,曲げ加工前の母材の厚さの中心における曲率半径(mmを単位とする。)
5 「安全設備」とは,次のイからニまでのいずれかに掲げる設備であって,その故障,損壊等により公衆に放射線障害を及ぼすおそれを間接に生じさせるものをいう。
イ 制御設備の附属設備
ロ 1次冷却設備その他の通常時において原子炉を安全に運転するために必要な設備の附属設備
ハ 非常用炉心冷却装置,安全保護回路その他の非常時に原子炉の安全を確保するために必要な設備の附属設備
ニ 非常用電源設備及びその附属設備
別表第7 機械試験(第13条関係)
| 区分 | 試験の種類 | |||||
| 機器 | 溶接部 | |||||
|
第1種容器 第2種容器 |
胴の内径が600mmを超えるもの | 胴 | 第1種継手,第2種継手,第3種継手及び第4種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験,破壊靭性試験 | ||
| 管台及び管 | 第1種継手の溶接部 | |||||
| 第2種継手,第3種継手及び第4種継手の溶接部 | 破壊靭性試験 | |||||
| 胴の内径が600mm以下のもの | 第1種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験,破壊靭性試験 | ||||
| 第2種継手,第3種継手及び第4種継手の溶接部 | 破壊靭性試験 | |||||
| 第3種容器 | 開放容器以外のもの | 胴の内径が600mmを超えるもの | 胴 | 第1種継手,第2種継手,第3種継手及び第4種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験,破壊靭性試験 | |
| 管台及び管 | 第1種継手の溶接部 | |||||
| 第2種継手,第3種継手及び第4種継手の溶接部 | 破壊靭性試験 | |||||
| 胴の内径が600mm以下のもの | 第1種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験,破壊靭性試験 | ||||
| 第2種継手,第3種継手及び第4種継手の溶接部 | 破壊靭性試験 | |||||
| 開放容器 | 第1種継手,第2種継手,第3種継手及び第4種継手の溶接部 | 破壊靭性試験 | ||||
| 第4種容器 | 安全設備 | 開放容器以外のもの | 胴の内径が600mmを超えるもの | 胴 | 第1種継手,第2種継手,第3種継手及び第4種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験,破壊靭性試験 |
| 管台及び管 | 第1種継手の溶接部 | |||||
| 第2種継手,第3種継手及び第4種継手の溶接部 | 破壊靭性試験 | |||||
| 胴の内径が600mm以下のもの | 第1種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験,破壊靭性試験 | ||||
| 第2種継手,第3種継手及び第4種継手の溶接部 | 破壊靭性試験 | |||||
| 開放容器 | 第1種継手,第2種継手,第3種継手及び第4種継手の溶接部 | 破壊靭性試験 | ||||
| 安全設備以外のもの | 開放容器以外のもの | 胴の内径が600mmを超えるもの | 胴 | 第1種継手,第2種継手,第3種継手及び第4種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験 | |
| 管台及び管 | 第1種継手の溶接部 | |||||
| 胴の内径が600mm以下のもの | ||||||
| 第1種管 | 第1種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験,破壊靭性試験 | ||||
| 第2種継手及び第3種継手の溶接部 | 破壊靭性試験 | |||||
| 第3種管 | 開放容器に接続される管のうち当該容器に最も近い止め弁までの部分以外のもの | 第1種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験,破壊靭性試験 | |||
| 第2種継手及び第3種継手の溶接部 | 破壊靭性試験 | |||||
| 開放容器に接続される管のうち,当該容器に最も近い止め弁までの部分 | 第1種継手,第2種継手及び第3種継手の溶接部 | |||||
| 第4種管 | 安全設備 | 開放容器に接続される管のうち当該容器に最も近い止め弁までの部分以外のもの | 第1種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験,破壊靭性試験 | ||
| 第2種継手及び第3種継手の溶接部 | 破壊靭性試験 | |||||
| 開放容器に接続される管のうち,当該容器に最も近い止め弁までの部分 | 第1種継手,第2種継手及び第3種継手の溶接部 | |||||
| 安全設備以外のもの | 開放容器に接続される管のうち,当該容器に最も近い止め弁までの部分以外のもの | 第1種継手の溶接部 | 継手引張試験,自由曲げ試験,型曲げ試験 | |||
(備考)
1 型曲げ試験は、厚さが19mm以上の場合にあっては側曲げ試験,厚さが19mm未満の場合にあっては裏曲げ試験とする。
2 1回の試験において使用する試験片の数は,次の表のとおりとする。
| 試験の種類 | 試験片の数 | |
| 継手引張試験 | 1個 | |
| 自由曲げ試験 | 1個 | |
| 型曲げ試験 | 1個 | |
| 破壊靭性試験 | 落重試験 | 溶接金属部について1組(2個) |
| 衝撃試験 | 溶接金属部について1組(3個) | |
| 熱影響部について1組(3個) | ||
3 次のイ又はロのいずれかに掲げる場合は,自由曲げ試験及び型曲げ試験の代わりに,長手表曲げ試験及び長手裏曲げ試験(以下「長手曲げ試験」という。)とすることができる。
イ 溶接されたそれぞれの母材の伸び又は降伏点が著しく異なる場合
ロ 母材と溶接金属の伸び又は降伏点が著しく異なる場合
4 厚さが10mm未満の場合であって,裏曲げ試験又は長手曲げ試験を行うことが困難な場合は,ローラ曲げ試験とすることができる。
5 次のイからニまでのいずれかに掲げる溶接部については,破壊靱性試験を行うことを要しない。
イ 厚さが16mm未満の溶接部
ロ 外径が169mm未満の管の溶接部
ハ 厚さが16mm又は外径が169mm未満の管に接続されるフランジ又は管継手の溶接部
ニ イからハまでに掲げるもの以外の溶接部であって,次の(1)又は(2)のいずれかに掲げるもの
(1) 熱影響部であって,母材が別表第1に掲げるP—8,P—43若しくはP—45に属するもの又は非鉄金属であるもの
(2) 溶接金属部であって,溶接金属がオーステナイト系ステンレス合金,ニッケルクロム鉄合金又は非鉄金属であるもの
6 別表第1に掲げるP—21,P—22,P—23又はP—25に属する母材(試験研究用原子炉施設に用いる場合に限る。以下「試験研究炉用アルミ系母材」という。)の溶接部については,自由曲げ試験を行うことを要しない。
別表第8 継手引張試験、自由曲げ試験、型曲げ試験及びローラ曲げ試験(第13条関係)
| 試験の種類 | 試験片 | 試験の方法 | 合格基準 | ||||
| 継手引張試験 |
1 形状及び寸法は,日本産業規格Z3121「突合せ溶接継手の引張試験方法」(以下この表において「JIS Z3121」という。)の「3 試験片」によること。
2 試験機の能力が不足で,試験片の厚さのままで試験ができない場合は,薄のこぎりでこれを所要の厚さに分割することができる。
|
JIS Z3121の「5 試験方法」によること。
|
試験片(試験片の欄の2の場合にあっては,それぞれの試験片)の引張強さが母材の規格による引張強さ(付表の母材の種類の欄に掲げる母材にあっては,その区分に応じ,それぞれ同表の最小引張強さの欄に掲げる最小引張強さ)の最小値以上であるとき。 | ||||
| 自由曲げ試験 |
1 形状及び寸法は,日本工業規格Z3123「突合せ溶接継手の自由曲げ試験方法」(以下この表において「JIS Z3123」という。)の「2 試験片」によること。
2 試験機の能力が不足で,試験片の厚さのままで試験ができない場合は,薄のこぎりでこれを所要の厚さに分割することができる。
3 溶接部の表面は,滑らかで,かつ,試験片の長手方向以外に刃物跡がないこと。
|
JIS Z3123の「3 試験方法」により,試験片の溶接部の標点距離の伸びが30%(溶接後熱処理を行わないものにあっては,20%(母材の規格による伸びの最小値が20%未満のものにあっては,当該母材の規格による伸びの最小値))以上になるまで曲げること。
|
溶接部(試験片の欄の2の場合にあっては,それぞれの溶接部)に長さ1.5mmを超える割れ(縁角に発生するものを除く。)が生じないとき。 | ||||
| 型曲げ試験 | 側曲げ試験 |
1 形状及び寸法は,日本工業規格Z3122「突合せ溶接継手の型曲げ試験方法」(以下この表において「JIS Z3122」という。)の「3 試験片」によること。ただし,試験片の厚さは10mm(母材が別表第1に掲げるP—23に属するものにあっては,8.0mm)とすること。この場合において試験片の幅は,溶接部の厚さとし,試験片の幅が50mmを超え試験ができない場合は,薄のこぎりでこれを分割(分割された当該試験片の幅は同一とし,かつ,25mm以上とする。)することができる。
2 溶接部の表面は,滑らかで,かつ,試験片の長手方向以外に刃物跡がないこと。
|
JIS Z3122の「5 試験用ジグ」を使用し,JIS Z3122の「6 試験方法」によること。この場合において,次の表の母材の区分の欄に掲げる母材にあっては,その区分に応じ,JIS Z3122の「表3 試験用ジグの寸法」中R,B及びR’の欄に掲げる値は,それぞれ次の表のジグの寸法の欄に掲げるR,B及びR’の値とする。
|
溶接部が,次の1から3までに適合するとき。 1 長さ3mmを超える割れ(縁角に発生するものを除く。)がないこと。
2 長さ3mm以下の割れの長さの合計(試験片を分割した場合にあっては,それぞれの試験片の長さ3mm以下の割れの長さの合計)が7mmを超えないこと。
3 割れ及びブローホールの個数の合計(試験片を分割した場合にあっては,それぞれの試験片の割れ及びブローホールの個数の合計)が10個を超えないこと。
|
|||
| 裏曲げ試験 |
1 形状及び寸法は,JIS Z3122の「3 試験片」によること。ただし,試験片の厚さは,溶接部の厚さとし,10mmを超える場合は,10mm(母材が別表第1に掲げるP—23に属するものにあっては,8.0mmを超える場合は,8.0mm)とすること。
2 溶接部の表面は,滑らかで,かつ,試験片の長手方向以外に刃物跡がないこと。
|
母材の区分 | ジグの寸法 | ||||
| 長手表曲げ試験及び長手裏曲げ試験 |
1 試験片の形状及び寸法は,次の図1及び図2によること。
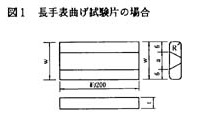 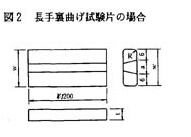 (備考) (1) 寸法の単位は,mmとする。
(2) wは,試験片の幅とし,aは,溶接部の広い方の側の幅とする。ただし,aの値に12mmを加えた値が40mm以下の場合にあっては,wは,40mmとする。
(3) tは,試験片の厚さとし,試験片の厚さが10mmを超える場合は,10mm(母材が別表第1に掲げるP—23に属するものにあっては,8.0mmを超える場合は,8.0mm)とする。
(4) Rは,1.5mm以下とする。
2 溶接部の表面は,母材と同一面まで削ること。
3 溶接部の表面は,滑らかで,かつ,試験片の長手方向以外に刃物跡がないこと。
4 試験片の切り取りが熱切断による場合は,削り代を3mm以上とすること。
|
R | B | R’ | |||
| 別表第1に掲げるP—11A,P—11B又はP—25 | (10⁄3)×t | (20⁄3)×t | (13⁄3)×t+1.6 | ||||
| 別表第1に掲げるP—23 | (33⁄4)×t | (33⁄2)×t | (37⁄4)×t+0.8 | ||||
| 別表第1に掲げるP—51 | 4t | 8t | 5t+1.6 | ||||
| 別表第1に掲げるP—52 | 5t | 10t | 6t+1.6 | ||||
|
(備考) 1 寸法の単位は,mmとする。
2 tは,試験片の厚さとする。
|
|||||||
| ローラ曲げ試験 |
1 形状及び寸法は,日本工業規格Z3124「突合せ溶接継手のローラ曲げ試験方法」(以下この表において「JIS Z3124」という。)の「3 試験片」によること。ただし,試験片の厚さは,溶接部の厚さとする。
2 溶接部の表面は,滑らかで,かつ,試験片の長手方向以外に刃物跡がないこと。
|
JIS Z3124の「5 試験用ジグ」を使用し,JIS Z3124の「6 試験方法」により180度曲げること。この場合において,JIS Z3124の「表2 試験用ジグの寸法」中Rは,次の表の左欄に掲げる母材の区分に応じ,それぞれ同表の右欄に掲げる値とする。
|
|||||
| 母材の区分 | R | ||||||
| 別表第1に掲げるP—11A,P—11B又はP—25 | (10⁄3)×t | ||||||
| 別表第1に掲げるP—23 | (33⁄4)×t | ||||||
| 別表第1に掲げるP—51 | 4t | ||||||
| 別表第1に掲げるP—52 | 5t | ||||||
| 前各項に掲げるもの以外のもの | 2t | ||||||
|
(備考) 1 寸法の単位は,mmとする。
2 tは,試験片の厚さとする。
|
|||||||
別表第9 破壊靭性試験(第13条関係)
| 機器 | 試験の方法 | 合格基準 | ||
| 第1種容器 | 母材が別表第1に掲げるP—6に属し,かつ,溶接金属がマルテンサイト系ステンレス合金の場合であるもの以外のもの |
次の1から3までに掲げる方法により関連温度を求めること。次の1から3までに掲げる方法により関連温度を求めること。 1 次のイからハまでのいずれかの温度を無延性遷移温度とする。
イ 落重試験を行ったとき,1組の試験片が非破断である場合の温度より5度低い温度
ロ 落重試験を行ったとき,1組の試験片の1個が非破断であり他の1個が破断である場合は,落重試験を新たな2組の試験片について再度行ったときに,当該2組の試験片が非破断である場合の温度より5度低い温度
ハ 落重試験を行わない溶接部は,次の(1)から(3)のいずれかに掲げる温度
(1) 第1種容器にあっては,次の不等式を満足する「R」で示される温度
94.89+4.334e0.0261(T−R+88.9)>KTは,運転状態における当該容器の母材の温度(度を単位とする。) Kは,運転状態における当該容器の母材の応力と応力係数との積 (2) 第1種管にあっては,当該管の最低使用温度より56度低い温度
(3) 第3種容器,第4種容器,第3種管及び第4種管にあっては,当該容器又は管の最低使用温度より17度低い温度
2 次のイ又はロのいずれかに適合する場合は,無延性遷移温度を関連温度とする。
イ 無延性遷移温度より33度高い温度以下の温度で衝撃試験を行ったとき,それぞれの試験片の吸収エネルギーが68J以上及び横膨出量が0.90mm以上であること。
ロ イに適合しない場合であって,次の(1)及び(2)に適合するときは,衝撃試験を新たな1組の試験片について再度行った場合に当該1組の試験片がイに適合すること。
(1) 1組の試験片の吸収エネルギーの平均値及び横膨出量の平均値がイに定める値以上であること。
(2) イに適合しない試験片が1組について1個であり,かつ,当該試験片の吸収エネルギーが54J以上及び横膨出量が0.75mm以上であること。
3 2に適合しない場合は,無延性遷移温度より33度高い温度を超える温度で衝撃試験を行い,全ての試験片が2イ又はロに適合するときは,その温度より33度低い温度を関連温度とする。
|
関連温度が,次の表の左欄に掲げる機器の区分に応じ,それぞれ同表の右欄に掲げる温度以下であるとき。 | |
|
第3種容器 第4種容器 第1種管 第3種管 第4種管 |
次の1又は2のいずれかに掲げるもの以外のもの 1 厚さが63mm以下のもの
2 母材が別表第1に掲げるP—6に属し,かつ,溶接金属がマルテンサイト系ステンレス合金の場合であるもの
|
機器 | 温度 | |
| 第1種容器 |
当該容器について,次の不等式を満足する「R」で示される温度。 94.89+4.334e0.0261(T−R+88.9)>K Tは,運転状態における容器の母材の温度(度を単位とする。) Kは,運転状態における容器の母材の応力と応力係数との積 |
|||
| 第1種管 | 当該管の最低使用温度より56度低い温度 | |||
|
第3種容器 第4種容器 第3種管 第4種管 |
当該容器又は管の最低使用温度より17度低い温度 | |||
| 第1種容器 | 母材が別表第1に掲げるP—6に属し,かつ,溶接金属がマルテンサイト系ステンレス合金の場合であるもの | 最低使用温度以下の温度で衝撃試験を行うこと。 | それぞれの試験片の横膨出量が,次の表の左欄に掲げる厚さの区分に応じ,それぞれ同表の右欄に掲げる値以上であるとき。 | |
|
第3種容器 第4種容器 第1種管 第3種管 第4種管 |
次の1又は2のいずれかに掲げるもの 1 厚さが63mm以下のもの
2 母材が別表第1に掲げるP—6に属し,かつ,溶接金属がマルテンサイト系ステンレス合金の場合であるもの
|
厚さ(mm) | 横膨出量(mm) | |
| 16以上19以下 | 0.5 | |||
| 19を超え38以下 | 0.65 | |||
| 38を超えるもの | 1 | |||
| 第2種容器 | 最低使用温度より17度低い温度以下で,落重試験又は衝撃試験のいずれかを行うこと。 |
次の1又は2のいずれかに適合するとき。 1 落重試験にあっては,全ての試験片が非破断であるとき。
2 衝撃試験にあっては,それぞれの試験片の吸収エネルギーが付表の母材の種類の欄に掲げる母材の種類に応じ,それぞれ同表の吸収エネルギーの欄に掲げる値以上であるとき。
|
||
(備考)
1 落重試験は,次のイからルまでによらなければならない。
イ 試験片の寸法は,次の表の試験片の種類の欄に掲げる試験片の種類に応じ,それぞれ同表の寸法の欄に掲げるとおりとする。
| 試験片の種類 | 寸法(mm) | ||
| 厚さ | 長さ | 幅 | |
| 1種 | 25(2.5) | 360(10) | 90(2.0) |
| 2種 | 19(1.0) | 130(10) | 50(1.0) |
| 3種 | 16(0.5) | 130(10) | 50(1.0) |
(備考) かつこ内は,許容差を示す。
ロ 試験片の片面(第1種容器,第2種容器又は第1種管のフェライト系鋼材の場合であって,試験板の溶接部について冷間曲げ加工を行う場合にあっては,当該試験板の引張り側とする。)の長手方向に長さ60mm以上70mm以下で幅が12mm以上16mm以下の溶接ビードを表面硬化用溶接棒を使用して溶接すること。この場合において,溶接ビードは,次の図に示すように,その中心が試験片の中心に一致し,かつ,A点及びB点から出発してそれぞれC点が終点となるように溶接しなければならない。
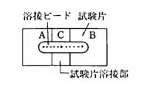
ハ 溶接ビードの中央には,次の図に示すような切欠きを設けること。
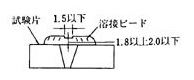
(備考) 寸法の単位は,mmとする。
ニ 試験片の長手中心軸は,溶接線の長手方向と直角すること。
ホ 試験板の厚さが50mm以下の場合は,試験片の長手中心軸が試験板の内外面の中央と一致するようにすること。
ヘ 試験板の厚さが50mmを超える場合は,試験片の長手中心軸が試験板の表面から厚さの4分の1以上離れた位置にあるようにすること。
ト 落錘の重量は,23kg以上136kg以下とし,落錘の試験片に接する面の形状は,半径が25mmの半円柱形の側面の形状であること。
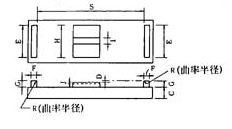
チ 試験片を置く受台の寸法は,次の表の試験片の種類の項に掲げる試験片の種類に応じ,それぞれ同表の受台各部の寸法の項に掲げるとおりとすること。
| 試験片の種類 | 1種 | 2種 | 3種 | |
| 受台各部の寸法(mm) | S | 305(1.5) | 100(1.5) | 100(1.5) |
| D | 7.6(0.1) | 1.5(0.1) | 1.9(0.1) | |
| C | 38以上 | 38以上 | 38以上 | |
| E | 90以上 | 50以上 | 50以上 | |
| F | 50以上 | 50以上 | 50以上 | |
| G | 50(25) | 50(25) | 50(25) | |
| R | 1.0(0.1) | 1.0(0.1) | 1.0(0.1) | |
| H | 90以上 | 50以上 | 50以上 | |
| I | 32(3.0) | 22(3.0) | 22(3.0) | |
| J | 10以上 | 10以上 | 10以上 | |
(備考)
1 かつこ内は,許容差を示す。
2 表中S,D,C,E,F,G,R(曲率半径),H,I及びJは,それぞれ次の図によること。
リ 試験片に対する落重は,チに掲げる受台の上に溶接ビードのある面が下になるように試験片を置き,ヌに規定する落重エネルギーで落錘を1.2m以上の高さから落下させて行うこと。この場合において,試験片の表面が受台のたわみ止めに接しない場合は,ヌに規定する落重エネルギーより高いエネルギーで行うものとし,一種試験片にあっては136J,2種試験片及び3種試験片にあっては,68Jずつ増加させ,試験片の表面が受台のたわみ止めに接するようにすること。
ヌ 落重エネルギーは,次の表の試験片の種類の欄に掲げる試験片の種類及び同表の試験片の降伏点の欄に掲げる試験片の降伏点に応じ,それぞれ同表の落重エネルギーの欄に掲げる値とすること。
| 試験片の種類 | 試験片の降伏点(N/m2) | 落重エネルギー(J) |
| 1種 | 210を超え340以下 | 800 |
| 340を超え480以下 | 1100 | |
| 480を超え620以下 | 1350 | |
| 620を超え760以下 | 1650 | |
| 2種 | 210を超え410以下 | 350 |
| 410を超え620以下 | 400 | |
| 620を超え830以下 | 450 | |
| 830を超え1030以下 | 550 | |
| 3種 | 210を超え410以下 | 350 |
| 410を超え620以下 | 400 | |
| 620を超え830以下 | 450 | |
| 830を超え1030以下 | 550 |
ル 試験の結果は,次の3種類に分類する。
(1) 破断 溶接ビードの切欠き底部のみに割れが生じている場合であって,溶接ビードを溶接した面のいずれかの端まで当該割れが進行している場合をいう。
(2) 非破断 溶接ビードの切欠き底部のみに割れが生じている場合であって,溶接ビードを溶接した面のいずれの端までにも当該割れが進行していない場合をいう。
(3) 無効 イ及びロ以外の場合をいう。
2 衝撃試験は,次のイからヘまでによらなければならない。
イ 試験片の形状及び寸法は,日本工業規格Z2202「金属材料衝撃試験片」の「2種類」の4号試験片によるものとし,かつ,切欠きの深さ方向は,試験板の厚さ方向に直角な方向とすること。
ロ 試験片の長手中心軸は,溶接線の方向と直角であること。
ハ 試験板の厚さが25mm以下の場合は,試験片の長手中心軸が試験板の内外面の中央と一致するようにすること。
ニ 試験板の厚さが25mmを超える場合は,試験片の長手中心軸が溶接金属部にあっては,試験板の表面(第1種容器,第2種容器又は第1種管のフェライト系鋼材の場合であって,試験板の溶接部について冷間曲げ加工を行う場合にあっては,当該試験板の引張り側とする。)から13mm以上深い所にあるようにし,熱影響部にあっては,試験板の表面から厚さの4分の1の所にあるようにすること。
ホ 試験の方法及び吸収エネルギーの算出は日本産業規格Z2242「金属材料衝撃試験方法」(シャルピー衝撃試験に係る部分に限る。)によること。
ヘ 横膨出量は,次の計算式により計算した値とすること。
δ=(δ1又はδ4のうちいずれか大きい値)+(δ2又はδ3のうちいずれか大きい値)δは,横膨出量
δ1,δ2,δ3及びδ4は,破断後の試験片の変形量であって,それぞれ次の図に示す値(mmを単位とする。)
3 この表において「最低使用温度」とは,機器の運転状態又は試験状態において生ずる最低の温度以下の温度であって,設計上定めるものをいう。
別表第10 再試験(第13条関係)
| 試験の種類 | 再試験が行えるとき | 再試験片の数 | ||
| 継手引張試験 | 試験片が溶接部で切れたときの引張強さが母材の規格による引張強さの最小値又は付表に掲げる最小引張強さのいずれか小さい方の値の90%以上であるとき。 | 試験片1個について2個 | ||
| 自由曲げ試験 |
次の1から4までのいずれかに該当する場合 1 溶接部の標点距離の伸びが27%(溶接後熱処理を行わないものにあっては,18%(母材の規格による伸びの最小値が20%未満の場合にあっては,当該母材の規格による伸びの最小値の90%))以上になるまでに曲げた場合に外側にした溶接部に長さ1.5mmを超える割れ(縁角に発生するものを除く。以下この表において同じ。)が生じないとき。
2 溶接部の標点距離の伸びが30%(溶接後熱処理を行わないものにあっては,20%(母材の規格による伸びの最小値が20%未満の場合にあっては,当該母材の規格による伸びの最小値))以上になるまでに曲げた場合に外側にした溶接部に長さ1.65mmを超える割れが生じないとき。
3 ブローホール等の欠陥によって割れが生じたことが明らかであるとき。
4 割れの原因が溶接部の欠陥以外にあることが明らかであるとき。
|
試験片1個について2個 | ||
|
側曲げ試験 裏曲げ試験 長手表曲げ試験 長手裏曲げ試験 ローラ曲げ試験 |
割れの原因が溶接部の欠陥以外にあることが明らかであるとき。 | 試験片1個について2個 | ||
| 破壊靱性試験 |
第1種容器 第3種容器 第4種容器 第1種管 第3種管 第4種管 |
厚さが63mm以下のもの(第1種容器を除く。)又は母材が別表第1に掲げるP—6に属し,かつ,溶接金属がマルテンサイト系ステンレス合金の場合の衝撃試験であって,次の1及び2に適合しているとき。 1 1組の試験片の横膨出量の平均値が別表第9の機器の欄に掲げる区分に応じ,それぞれ同表の合格基準の欄に掲げる合格基準(以下この表において「衝撃試験の合格基準」という。)に,それぞれ適合するとき。
2 衝撃試験の合格基準に適合しない試験片が1個であり,かつ,当該試験片の横膨出量が,次の表の左欄に掲げる厚さの区分に応じ,それぞれ同表の右欄に掲げる値以上であるとき。
|
1組の試験片について1組 | |
| 厚さ(mm) | 横膨出量(mm) | |||
| 16以上19以下 | 0.35 | |||
| 19を超え38以下 | 0.50 | |||
| 38を超えるもの | 0.85 | |||
| 第2種容器 | 落重試験にあっては,1個の試験片が非破断であるとき。 | 1組の試験片について2組 | ||
| 衝撃試験にあっては,1組の試験片の平均値及び当該1組の試験片のうち2個以上の試験片の最小値がそれぞれ付表に掲げる吸収エネルギーの値以上であるとき。 | 1組の試験片について1組 | |||
別表第11 耐圧試験(第14条関係)
| 機器 | 試験圧力 | |||
| 第1種容器 | 内圧を受けるもの | 原子炉容器(原子炉冷却材圧力バウンダリに属するものに限る。) | 当該容器の最初の据付け後燃料を装入するまでの間においては最高使用圧力の1.25倍,その後においては通常運転時における圧力の1.1倍の水圧(水圧で試験を行うことが困難である場合は,気圧) | |
| その他のもの | 原子炉容器(原子炉冷却材圧力バウンダリに属するものに限る。)と一体で試験を行う必要があるもの | 原子炉容器(原子炉冷却材圧力バウンダリに属するものに限る。)の最初の据付け後燃料を装入するまでの間においては当該容器の最高使用圧力の1.25倍,その後においては当該容器の通常運転時における圧力の1.1倍の水圧(水圧で試験を行うことが困難である場合は,気圧) | ||
| その他のもの | 最高使用圧力の1.25倍の水圧(水圧で試験を行うことが困難である場合は,気圧) | |||
| 外圧を受けるもの | 内部が大気圧未満になることにより,大気圧により外圧を受けるもの以外のもの | 外圧と内面に受ける圧力との最高の差の1.25倍の水圧(水圧で試験を行うことが困難である場合は,気圧) | ||
| 第2種容器 | 内圧を受けるもの | 最高使用圧力の1.125倍の気圧(気圧で試験を行うことが困難である場合は,最高使用圧力の1.35倍の水圧) | ||
| 外圧を受けるもの | 内圧が大気圧未満になることにより,大気圧により外圧を受けるもの | 大気圧と内面に受ける圧力との最高の差の1.5倍の気圧又は水圧 | ||
| その他のもの | 外圧と内面に受ける圧力との最高の差の1.125倍の気圧(気圧で試験を行うことが困難である場合は,当該差の1.35倍の水圧) | |||
|
第3種容器 第4種容器 |
内圧を受けるもの | 原子炉容器(原子炉冷却材圧力バウンダリに属するものを除く。)及び原子炉容器と一体で試験を行う必要があるもの | 原子炉容器の最初の据付け後燃料を装入するまでの間においては当該容器の最高使用圧力の1.25倍,その後においては当該容器の通常運転時における圧力の1.1倍の水圧(水圧で試験を行うことが困難である場合は,気圧) | |
| 開放容器 | 胴板の頂部(屋根がない場合は,頂部の山形鋼の下部)より50mm下部(いつ出口がある場合は,いつ出口の下部)まで水を満たしたときの圧力 | |||
| その他のもの | 最高使用圧力の1.5倍の水圧(水圧で試験を行うことが困難である場合は,最高使用圧力の1.25倍の気圧) | |||
| 外圧を受けるもの | 内部が大気圧未満になることにより,大気圧により外圧を受けるもの(開放容器を除く。) | 大気圧と内面に受ける圧力との最高の差の1.5倍の水圧又は気圧 | ||
| その他のもの | 外圧と内面に受ける圧力との最高の差の1.5倍の水圧(水圧で試験を行うことが困難である場合は,当該差の1.25倍の気圧) | |||
| 第1種管 | 内圧を受けるもの | 原子炉容器(原子炉冷却材圧力バウンダリに属するものに限る。)と一体で試験を行う必要があるもの | 原子炉容器(原子炉冷却材圧力バウンダリに属するものに限る。)の最初の据付け後燃料を装入するまでの間においては当該容器の最高使用圧力の1.25倍,その後においては当該容器の通常運転時における圧力の1.1倍の水圧(水圧で試験を行うことが困難である場合は,気圧) | |
| その他のもの | 最高使用圧力の1.25倍の水圧(水圧で試験を行うことが困難である場合は,気圧) | |||
| 外圧を受けるもの | 内部が大気圧未満になることにより,大気圧により外圧を受けるもの以外のもの | 外圧と内面に受ける圧力との最高の差の1.25倍の水圧(水圧で試験を行うことが困難である場合は,気圧) | ||
|
第3種管 第4種管 |
内圧を受けるもの | 原子炉容器と一体で試験を行う必要があるもの | 原子炉容器の最初の据付け後燃料を装入するまでの間においては当該容器の最高使用圧力の1.25倍,その後においては当該容器の通常運転時における圧力の1.1倍の水圧(水圧で試験を行うことが困難である場合は,気圧) | |
| 試験圧力の異なる容器又は管と一体で試験を行う必要があるもの(上欄に掲げるものを除き,当該容器又は管と直接接続される継手の溶接部に限る。) | 低い方の圧力による水圧(水圧で試験を行うことが困難である場合は,気圧) | |||
| 開放容器に接続されるもの(当該容器に最も近い止め弁までの部分に限る。) | 当該容器の胴板の頂部(当該容器に屋根がない場合は,頂部の山形部の下部)より50mm下部(いつ出口がある場合は,いつ出口の下部)まで水を満たしたときの圧力 | |||
| その他のもの | 最高使用圧力の1.5倍の水圧(水圧で試験を行うことが困難である場合は,最高使用圧力の1.25倍の気圧) | |||
| 外圧を受けるもの | 内部が大気圧未満になることにより,大気圧により外圧を受けるもの(開放容器に接続されるものであって,当該容器に最も近い止め弁までの部分を除く。) | 大気圧と内面に受ける圧力との最高の差の1.5倍の水圧又は気圧 | ||
| その他のもの | 外圧と内面に受ける圧力との最高の差の1.5倍の水圧(水圧で試験を行うことが困難である場合は,当該差の1.25倍の気圧) | |||
| 第5種管 | 内圧を受けるもの | 最高使用圧力の1.25倍の気圧又は水圧 | ||
| 外圧を受けるもの | 内部が大気圧未満になることにより,大気圧により外圧を受けるもの(開放部により内部と外部が通じている管を除く。) | 大気圧と内面に受ける圧力との最高の差の1.5倍の気圧又は水圧 | ||
| その他のもの | 外圧と内面に受ける圧力との最高の差の1.25倍の気圧又は水圧 | |||
(備考)
外圧を受けるものの試験圧力については,容器又は管の内部から加える圧力とすることができる。
別表第12 放射線透過試験(第15条関係)
| 試験の方法 | 増感紙を使用する場合 | 増感紙にあっては,蛍光性のもの(第1種容器及び第1種管以外のものにあっては,金属蛍光増感紙を除く。)でないこと。 | |||||||||
| 撮影 | 撮影原則 | 撮影は,原則として試験部の透過する厚さが最小となる方向に放射線源を置き,かつ,単壁撮影とすること。(第2種継手,第3種継手又は第4種継手の溶接部の全周を同時に撮影する場合にあっては,放射線源をその中心軸上に置くこと。)ただし,第2種継手,第3種継手又は第4種継手の溶接部であって,単壁撮影が困難な場合は,二重壁撮影とすることができる。 | |||||||||
| 二重壁撮影 | 外径が90mmを超える場合 | 撮影は,二重壁片面撮影とし,像が重ならないように等間隔に4回以上で,かつ,フィルム側の溶接部が観察できるように行うこと。 | |||||||||
| 外径が90mm以下の場合 |
次の1及び2に適合すること。ただし,撮影を,二重壁片面撮影とし,像が重ならないように等間隔に4回以上で,かつ,フィルム側の溶接部が観察できるように行う場合は,この限りでない。 1 撮影は,二重壁両面撮影とし,像が重ならないように互いに90度離れた方向から2回以上行うこと。ただし,像が重なる場合は,等間隔に3回以上行わなければならない。
2 透過度計は,溶接部の線源側に置くこと。
|
||||||||||
| フィルムの位置 | フィルムは,溶接部の放射線源と反対の側にできるだけ接近して置くこと。 | ||||||||||
| 放射線源と溶接部の線源側との距離(全周を同時に撮影する場合を除く。) | 第1種容器及び第1種管の場合 | 透過度計(透過度計をフィルム側に置く場合は,溶接部の線源側の表面)とフィルムとの間の距離の5倍に線源寸法(mmを単位とした値)を乗じた値又は試験部の有効長さの3倍の値のうち,いずれか大きい方に等しい距離以上であること。ただし,機器等の構造上これによることが著しく困難である場合は,この限りでない。 | |||||||||
| 第2種容器,第3種容器,第4種容器,第3種管,第4種管及び第5種管の場合 | 透過度計(透過度計をフィルム側に置く場合は,溶接部の線源側の表面)とフィルムとの間の距離の2.5倍に線源寸法(mmを単位とした値)を乗じた値又は試験部の有効長さの2倍の値のうち,いずれか大きい方に等しい距離以上であること。ただし,試験研究炉用アルミ系母材の場合は,日本工業規格Z3105「アルミニウム溶接部の放射線透過試験方法及び透過写真の等級分類方法」(以下この表において「JIS Z3105」という。)の「3.8 撮影配置」によることができる。なお,機器等の構造上これによることが著しく困難である場合は,この限りでない。 | ||||||||||
| 散乱線の防止 | 散乱線の影響のおそれのある場合は,当該散乱線の影響を防止する措置を講ずること。 | ||||||||||
| 透過度計の使用方法 | 透過度計の使用区分 | 有孔形透過度計を使用すること。ただし,試験研究用原子炉及びその附属施設に係る溶接にあっては,線形透過度計を使用することができる。 | |||||||||
| 材厚の測定方法 | 突合せ溶接による溶接部の場合 | 材厚の測定方法は,日本工業規格Z3104「鋼溶接部の放射線透過試験方法および透過写真の等級分類方法」(以下この表において「JIS Z3104」という。)の「2.3 母材の厚さおよび材厚」によるものであること。ただし,試験研究炉用アルミ系母材の場合は,JIS Z3105の「3.3 母材の厚さ及び材厚」によることができる。なお,管円周溶接部にあっては,日本工業規格Z3108「アルミニウム管の円周溶接部の放射線透過試験方法」(以下この表において「JIS Z3108」という。)の「3.1 管の肉厚及び材厚」,T形溶接部にあっては,日本工業規格Z3109「アルミニウムのT形溶接部の放射線透過試験方法」(以下この表において「JIS Z3109」という。)の「3.2 母材の厚さ及び材厚」によることができる。また,別表第1に掲げるP—51又はP—52に属する母材にあっては,日本工業規格Z3107「チタン溶接部の放射線透過試験方法および透過写真の等級分類方法」の「2.3 母材の厚さ及び材厚」によることができる。 | |||||||||
| 突合せ溶接以外による溶接部の場合 | 材厚の測定方法は,放射線が透過する方向の母材の厚さ(二重壁撮影の場合は,それぞれの母材の厚さの合計)に,溶接部,裏あて金等の厚さを加えたものとすること。 | ||||||||||
| 設置方法 | 有孔形透過度計を使用する場合 | 配置 | 透過度計は,溶接部の線源側(溶接部の線源側に置くことが困難な場合は,記号「F」を付してフィルム側)にこれを接近して置くこと。ただし,溶接部に接近して置くことが困難な場合は,溶接部の上に置くことができる。 | ||||||||
| 個数 | 透過度計は,各フィルムに1個(全周を同時に撮影する場合は,等間隔に3個(母材が別表第1に掲げるP—21,P—22,P—23又はP—25に属する場合は,4個))以上写るように置くこと。 | ||||||||||
| 全厚さ整合 | 透過度計を置く部分の母材の全厚さ(放射線が透過する母材の厚さをいい,二重壁撮影の場合は,それぞれの母材の厚さの合計をいう。)と溶接部の全厚さ(放射線が透過する溶接部の厚さをいい,二重壁撮影の場合は,それぞれの溶接部の厚さの合計をいう。)が同等でない場合は,透過度計と母材との間にはさみ金を置き,母材の全厚さと溶接部の全厚さとが放射線透過に関して同等であるようにすること。 | ||||||||||
| 線形透過度計を使用する場合 |
JIS Z3104の「2.7 撮影配置」によること。この場合において,透過度計を溶接部の線源側に置くことが困難な場合は,記号「F」を付してフィルム側に置くことができる。また,全周を同時に撮影する場合は,透過度計を等間隔に3個以上写るように置くこと。ただし,試験研究炉用アルミ系母材の場合は,JIS Z3105の「3.8 撮影配置」によることができる。
|
||||||||||
| 使用すべき透過度計 | 有孔形透過度計 | 材質 | 試験される溶接部と同等のものであること。 | ||||||||
| 形状,寸法 |
透過度計の形状及び寸法は,その厚さの区分に応じ,次の図1から図3までによること。 図1 厚さが1.27mm以下の場合 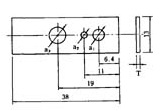 (備考) (1) 寸法の単位は,mmとする。
(2) Tは,透過度計の厚さとする。
(3) a1は,Tの2倍の値(0.5mm未満の場合は,0.5mm)とする。
(4) a2は,Tの値(0.25mm未満の場合は,0.25mm)とする。
(5) a3は,Tの4倍の値(1.0mm未満の場合は,1.0mm)とする。
図2 厚さが1.52mm以上4.0mm以下の場合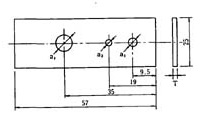 (備考) (1) 寸法の単位は,mmとする。
(2) Tは,透過度計の厚さとする。
(3) a1は,Tの2倍の値とする。
(4) a2は,Tの値とする。
(5) a3は,Tの4倍の値とする。
図3 厚さが4.0mmを超える場合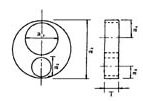 (備考) (1) 寸法の単位は,mmとする。
(2) Tは,透過度計の厚さとする。
(3) a1は,Tの2倍の値とする。
(4) a2は,Tの値とする。
(5) a3は,Tの4倍の値とする。
(6) a4は,Tの1.33倍の値とする。
(7) a5は,Tの0.83倍の値とする。
|
||||||||||
| 寸法の許容差 | 次の表の左欄に掲げる区分に応じ,それぞれ同表の右欄に掲げる値以下であること。 | ||||||||||
| 区分 | 許容差(%) | ||||||||||
| 厚さ | 10 | ||||||||||
| 穴の径 | 10 | ||||||||||
| 材厚に応じた使用区分 |
次の1及び2によること。 1 透過度計の厚さ及び基準穴の径は,次の表の材厚の欄に掲げる材厚の区分に応じ,それぞれ同表の透過度計の欄に掲げる厚さ及び基準穴とする。
2 透過度計には,次の表の透過度計の欄に掲げる厚さに応じ,それぞれ同欄に掲げる記号を試験に影響を及ぼさない位置に表示しなければならない。
|
||||||||||
| 材厚(mm) | 透過度計 | ||||||||||
| 放射線源側の場合 | フィルム側の場合 | ||||||||||
| 厚さ(mm) | 記号 | 基準穴 | 厚さ(mm) | 記号 | 基準穴 | ||||||
| 6以下 | 0.12 | 5 | a3 | 0.12 | 5 | a3 | |||||
| 6を超え9.5以下 | 0.19 | 7 | a3 | 0.19 | 7 | a3 | |||||
| 9.5を超え13以下 | 0.25 | 10 | a3 | 0.25 | 10 | a3 | |||||
| 13を超え16以下 | 0.31 | 12 | a3 | 0.31 | 12 | a3 | |||||
| 16を超え19以下 | 0.38 | 15 | a3 | 0.31 | 12 | a3 | |||||
| 19を超え22以下 | 0.43 | 17 | a3 | 0.38 | 15 | a3 | |||||
| 22を超え25以下 | 0.50 | 20 | a1 | 0.38 | 15 | a3 | |||||
| 25を超え32以下 | 0.63 | 25 | a1 | 0.43 | 17 | a1 | |||||
| 32を超え38以下 | 0.76 | 30 | a1 | 0.50 | 20 | a1 | |||||
| 38を超え51以下 | 0.89 | 35 | a1 | 0.63 | 25 | a1 | |||||
| 51を超え64以下 | 1.00 | 40 | a1 | 0.76 | 30 | a1 | |||||
| 64を超え76以下 | 1.14 | 45 | a1 | 0.89 | 35 | a1 | |||||
| 76を超え102以下 | 1.27 | 50 | a1 | 1.00 | 40 | a1 | |||||
| 102を超え152以下 | 1.52 | 60 | a1 | 1.14 | 45 | a1 | |||||
| 152を超え203以下 | 2.00 | 80 | a1 | 1.27 | 50 | a1 | |||||
| 203を超え254以下 | 2.50 | 100 | a1 | 1.52 | 60 | a1 | |||||
| 254を超え305以下 | 3.00 | 120 | a1 | 2.00 | 80 | a1 | |||||
| 305を超え406以下 | 4.00 | 160 | a1 | 2.50 | 100 | a1 | |||||
| 406を超え508以下 | 5.00 | 200 | a1 | 3.00 | 120 | a1 | |||||
| 線形透過度計 |
次の1又は2のいずれかに適合すること。 1 JIS Z3104の「2.5 透過度計の構造」によるものであること。ただし,透過度計の材質が当該溶接部の材質と同等でないものを使用する場合にあっては,相互の吸収係数により補正を行うことができる。
2 試験研究炉用アルミ系母材の場合は,JIS Z3105の「3.5 透過度計の構造」によるものであること。ただし,管の周継手にあっては,JIS Z3108の「3.3 帯状透過度計の構造」,T形溶接部にあっては,JIS Z3109の「3.3 透過度計及び階調計の使用」によることができる。
|
||||||||||
| 合格基準 | 透過写真の具備すべき条件 |
次の1から3までに適合すること。 1 透過度計の記号及び基準穴(線形透過度計を使用する場合にあっては,この表の有孔形透過度計の項の材厚に応じた使用区分の項に掲げる材厚の区分に応じた厚さ以下の径の線)が明らかに現れていること。
2 溶接部の位置を示す記号が,明らかに現れていること。
3 次の計算式により計算した試験部の欠陥以外の部分の透過写真の濃度が,JIS Z3104の「2.8 透過写真の具備すべき条件」の表5に示す範囲に適合するように撮影されていること。ただし,有孔形透過度計を使用する場合にあっては,更に,透過度計が置かれた部分の濃度より15%以上低いか又は30%以上高い濃度の部分がないように撮影されていること。
D=log10(Fo/F)Dは,透過写真の濃度 Foは,透過写真の濃度を測定する装置から透過写真を取り外した場合の透過光束 Fは,透過写真の濃度を測定する装置に透過写真を取り付けた場合の透過光束 |
|||||||||
| 判定基準 |
次の1から3まで又は4に適合すること。 1 JIS Z3104の「3 透過写真の等級分類方法」の1級であること。この場合において,タングステン巻込みは,第1種の欠陥とみなし,その欠陥点数を2分の1として判定するものとする。ただし,第2種容器,第3種容器,第4種容器,第3種管,第4種管及び第5種管の場合にあっては,第1種の欠陥については,試験視野を3倍に拡大して欠陥点数を求め,その3分の1の値を欠陥点数とすることができる。
2 第1種の欠陥がある場合には,その長径は,それぞれの欠陥の隣接する他の第1種の欠陥との間の距離が25mm未満の場合にあっては母材の厚さの0.2倍(3.2mmを超える場合は,3.2mm),隣接する他の第1種の欠陥との間の距離が25mm以上の場合にあっては母材の厚さの0.3倍(6.4mmを超える場合は,6.4mm)の値を超えないこと。この場合において,1において欠陥点数として算定しない欠陥については,欠陥とみなさない。
3 母材の厚さの12倍の長さの範囲内で,隣接する第2種の欠陥の間の距離が長い方の第2種の欠陥の長さの6倍未満であり,かつ,これらが連続して直線上に並んでいるときにおけるこれらの長さの合計が母材の厚さを超えないこと。
4 試験研究炉用アルミ系母材の場合は,JIS Z3105の「4 透過写真の等級分類方法」の1級又は2級であること。
|
||||||||||
別表第13 超音波探傷試験(第15条関係)
| 試験の方法 | 方法 | 斜角法又は垂直法によること。 | ||||||
| 使用すべき装置 | 種類 | パルス反射法によるものであること。 | ||||||
| 増幅直線性 | 増幅直線性は,ブラウン管上の可読波高値の20%以上80%以下の範囲内において,±5%以内であること。 | |||||||
| 周波数 | 超音波の周波数は,0.5MHz以上5MHz以下のものであること。ただし,超音波の周波数が5MHzを超えるものであって,十分な探傷能力を有する場合にあっては,この限りでない。 | |||||||
| 斜角探触子の屈折角 | 斜角法による場合は,探触子の屈折角は,溶接部の表面の凹凸等からの反射波により試験に支障を及ぼさないものであること。 | |||||||
| 基準感度 | 斜角法 | 肉盛り溶接部の場合 | 対比試験片の標準穴又はこれと同等の反射効果を有する反射体からの反射波(以下この表において「標準穴反射波」という。)の伝ぱ距離が肉盛り部の厚さが25mm以下のものにあっては,4分の1スキップ,25mmを超えるものにあっては,8分の3スキップのときにおいて,標準穴反射波のブラウン管上の高さが飽和値又は可読波高値の高さの75%以上であること。 | |||||
| その他の場合 | 標準穴反射波の伝ぱ距離が溶接部の厚さが25mm以下のものにあっては,4分の3スキップ,25mmを超えるものにあっては,8分の3スキップのときにおいて,標準穴反射波のブラウン管上の高さが飽和値又は可読波高値の高さの75%以上であること。ただし,試験研究炉用アルミ系母材にあっては,平板の場合,日本工業規格Z3080「アルミニウム溶接部の超音波斜角探傷試験方法及び試験結果の等級分類方法」(以下この表において「JIS Z3080」という。)の「7.1 基準レベル及び評価レベルと欠陥の分類」,管円周溶接部の場合,日本工業規格Z3081「アルミニウム管溶接部の超音波斜角探傷試験方法及び試験結果の等級分類方法」(以下この表において「JIS Z3081」という。)の「6.1.4 基準レベル」,管長手継手の場合,JIS Z3081の「6.2.4 基準レベル」によること。 | |||||||
| 垂直法 | 肉盛り溶接部の場合 | 肉盛り部の厚さが25mm以下のものにあっては,肉盛り厚さの2分の1,25mmを超えるものにあっては,肉盛り厚さの4分の1の深さにある試験片の標準穴反射波のブラウン管上の高さが飽和値又は可読波高値の高さの50%以上であること。 | ||||||
| その他の場合 | 溶接部の厚さが25mm以下のものにあっては,対比試験片の厚さの2分の1,25mmを超えるものにあっては,対比試験片の厚さの4分の1の深さにある試験片の標準穴反射波のブラウン管上の高さが飽和値又は可読波高値の高さの50%以上であること。 | |||||||
| 接触媒質 | 液体状又はのり状の媒質を用いること。 | |||||||
| 探傷面 | 探傷面は,清浄で,かつ,滑らかであること。ただし,探傷面に固着したスケール又は塗料であって,その表面が滑らかで,剥離するおそれがなく,かつ,超音波の伝ぱを妨げるおそれのないものは,取り除くことを要しない。 | |||||||
| 走査 |
走査は,次の1及び2により行うこと。 1 反射波の高さが基準感度の2倍以上(自動超音波探傷試験装置を用いる場合を除く。)の感度で行うこと。ただし,欠陥の評価は,基準感度で行わなければならない。
2 超音波が試験部全体に伝ぱするように行うこと。
|
|||||||
| 試験片 | 材質 | 対比試験片の材質は,超音波伝ぱに関して,探傷部の材質と同等のものであること。 | ||||||
| 形状,寸法 | 肉盛り溶接部の場合 |
対比試験片の形状及び寸法は,次の図1又は図2によること。この場合において,標準穴は,探触子を接触させる面と直角の面に設けなければならない。ただし,試験研究炉用アルミ系母材にあっては,平板の場合,JIS Z3080の「5.4.2 対比試験片」,管円周溶接部及び管長手継手の場合,JI SZ3081の「5.2.2 対比試験片」によること。 図1 接触部の半径が254mmを超える場合 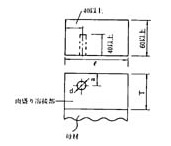 (備考) (1) 寸法の単位は,mmとする。
(2) lは,試験に必要な長さとする。
(3) T,a及びdは,それぞれ次の表のとおりとする。
(4) 試験片を肉盛り溶接によって作成する場合は,当該肉盛り溶接の母材は,任意の厚さとしてよい。
(5) 試験片を肉盛り溶接によって作成しない場合は,当該試験片の厚さは,Tの値でよい。
|
||||||
| 肉盛り溶接部の厚さ(mm) | T(mm) | a | d(mm) | |||||
| 25以下 | 肉盛り溶接部の厚さ又は19 | Tの2分の1 | 2.4 | |||||
| 25を超えるもの | 肉盛り溶接部の厚さ又は38 | Tの4分の1又はTの4分の3 | 3.2 | |||||
図2 接触部の半径が254mm以下の場合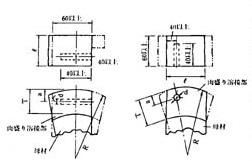 (備考) (1) 寸法の単位は,mmとする。
(2) Rは,接触部の直径の0.7倍から1.1倍までの値とする。
(3) l,T,a及びdは,図1に定めるところによる。
|
||||||||
| その他の場合 |
対比試験片の形状及び寸法は,次の図1又は図2によること。この場合において,標準穴は,探触子を接触させる面と直角の面に設けなければならない。ただし,試験研究炉用アルミ系母材にあっては,平板の場合,JIS Z3080の「5.4.2 対比試験片」,管円周溶接部及び管長手継手の場合,JIS Z3081の「5.2.2 対比試験片」によること。 図1 接触部の半径が254mmを超える場合 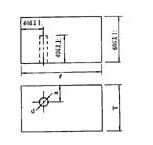 (備考) (1) 寸法の単位は,mmとする。
(2) lは,試験に必要な長さとする。
(3) T,a及びdは,それぞれ次の表のとおりとする。
|
|||||||
| 溶接部の厚さ(mm) | T(mm) | a | d(mm) | |||||
| 25以下 | 溶接部の厚さ又は19 | Tの2分の1 | 2.4 | |||||
| 25を超え51以下 | 溶接部の厚さ又は38 | Tの4分の3又はTの4分の1 | 3.2 | |||||
| 51を超え102以下 | 溶接部の厚さ又は76 | Tの4分の3又はTの4分の1 | 4.8 | |||||
| 102を超え152以下 | 溶接部の厚さ又は127 | Tの4分の3又はTの4分の1 | 6.4 | |||||
| 152を超え203以下 | 溶接部の厚さ又は178 | Tの4分の3又はTの4分の1 | 8.0 | |||||
| 203を超え254以下 | 溶接部の厚さ又は229 | Tの4分の3又はTの4分の1 | 9.6 | |||||
| 254を超えるもの | 溶接部の厚さ | Tの4分の3又はTの4分の1 | 9.6に厚さが254を超える51又はその端数ごとに1.6を加えた値 | |||||
図2 接触部の半径が254mm以下の場合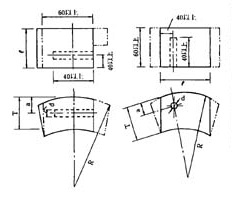 (備考) (1) 寸法の単位は,mmとする。
(2) Rは,接触部の半径の0.7倍から1.1倍までの値とする。
(3) l,T,a及びdは,図1に定めるところによる。
|
||||||||
| 複数の穴 | 1つの試験片に複数の穴を設ける場合は,標準穴以外の穴からの反射波の影響を受けないようそれぞれの穴の間に十分な距離を置くこと。 | |||||||
| 表面 | 探触子を接触させる表面は,清浄で,かつ,滑らかであること。 | |||||||
| 合格基準 |
次の1から3までのいずれかに適合すること。 1 溶接部の欠陥からの反射波(以下この表において「欠陥部反射波」という。)のブラウン管上の高さが,標準穴反射波のブラウン管上の高さを探触子と欠陥との間の距離について補正した値以下であること。
2 欠陥部反射波のブラウン管上の高さが,標準穴反射波のブラウン管上の高さを探触子と欠陥との間の距離について補正した値を超える部分の長さが,次の表の左欄に掲げる溶接部の厚さの区分に応じ,それぞれ同表の右欄に掲げる値以下であること。
|
|||||||
| 溶接部の厚さ(mm) | 長さ(mm) | |||||||
| 18以下 | 6 | |||||||
| 18を超え57以下 | 溶接部の厚さの3分の1 | |||||||
| 57を超えるもの | 19 | |||||||
|
3 試験研究炉用アルミ系母材にあっては,平板の場合,JIS Z3080の「9 等級分類」,管溶接部の場合,JIS Z3081の「8 等級分類」の1級であること。
|
||||||||
(備考)
「自動超音波探傷装置」とは,探触子の走査及び試験結果の記録が自動的に行われるものをいう。
別表第14 磁粉探傷試験(第15条関係)
| 試験の方法 | 磁場の方向 | 直交する2方向に対して行うこと。 | |
| 磁化の方法 | 日本工業規格G0565「鉄鋼材料の磁粉探傷試験方法及び欠陥磁粉模様の等級分類」(以下この表において「JIS G0565」という。)の「8.4 磁化」のプロッド法,コイル法又は極間法によること。 | ||
| 磁粉及び検査液 |
JIS G0565の「5.2 磁粉及び検査液」によること。
|
||
| 試験部の表面 | 清浄で,かつ,試験に支障を及ぼすことがないように滑らかであること。 | ||
| 磁場の強さ |
JIS G0565の「6.1 A形標準試験片」のA形標準試験片(A1—15⁄50又はA1—30⁄100のものに限る。)を用いて磁化したとき,磁場の方向が明確となる磁粉模様が現れる強さ以上であること。
|
||
| 磁粉の適用 |
JIS G0565の「8.5 磁粉の適用」によること。
|
||
| 合格基準 | 開先面の場合 |
次の1から4までに適合すること。 1 JIS G0565の「9.2 欠陥磁粉模様の種類の分類」の線状欠陥磁粉模様(以下この表において「線状欠陥磁粉模様」という。)がある場合は,その長さが次の表の左欄に掲げる母材の厚さの区分に応じ,それぞれ同表の右欄に掲げる値以下であること。
|
|
| 母材の厚さ(mm) | 線状欠陥磁粉模様の長さ(mm) | ||
| 16以下 | 2 | ||
| 16を超え50以下 | 4 | ||
| 50を超えるもの | 6 | ||
|
2 JIS G0565の「9.2 欠陥磁粉模様の種類の分類」の円形状欠陥磁粉模様(以下この表において「円形状欠陥磁粉模様」という。)がある場合は,その長さが4mm以下であること。
3 4個以上の線状欠陥磁粉模様又は円形状欠陥磁粉模様が直線上に並んでいる場合は,隣接する磁粉模様の間の距離が1.5mmを超えること。
4 面積が3750mm2の長方形(短辺の長さは,25mm以上とする。)内に長さが1.5mmを超える線状欠陥磁粉模様及び円形状欠陥磁粉模様が10個以上含まれないこと。
|
|||
| 溶接部の場合 |
次の1から3までに適合すること。 1 線状欠陥磁粉模様がないこと。
2 円形状欠陥磁粉模様がJIS G0565の「9.3 欠陥磁粉模様の等級分類」の1級又は2級であること。
3 面積が3750mm2の長方形(短辺の長さは,25mm以上とする。)内に円形状欠陥磁粉模様が,10個以上含まれないこと。ただし,円形状欠陥磁粉模様であって,長さが1.5mm以上のものは算定することを要しない。
|
||
別表第15 浸透探傷試験(第15条関係)
| 試験の方法 | 試験方法 | 日本工業規格Z2343「浸透探傷試験方法及び欠陥指示模様の等級分類」(以下この表において「JIS Z2343」という。)の「4 試験方法」によること。 | |
| 試験装置及び探傷剤 |
JIS Z2343の「5 試験装置及び探傷剤」によること。
|
||
| 合格基準 | 開先面の場合 |
次の1から4までに適合すること。 1 JIS Z2343の「8.2 欠陥指示模様の種類の分類」の線状欠陥指示模様(以下この表において「線状欠陥指示模様」という。)がある場合は,その長さが次の表の左欄に掲げる母材の厚さの区分に応じ,それぞれ同表の右欄に掲げる値以下であること。
|
|
| 母材の厚さ(mm) | 線状欠陥指示模様の長さ(mm) | ||
| 16以下 | 2 | ||
| 16を超え50以下 | 4 | ||
| 50を超えるもの | 6 | ||
|
2 JIS Z2343の「8.2 欠陥指示模様の種類の分類」の円形状欠陥指示模様(以下この表において「円形状欠陥指示模様」という。)がある場合は,その長さが4mm以下であること。
3 4個以上の線状欠陥指示模様又は円形状欠陥指示模様が直線上に並んでいる場合は,隣接する欠陥指示模様の間の距離が1.5mmを超えること。
4 面積が3750mm2の長方形(短辺の長さは,25mm以上とする。)内に長さが1.5mmを超える線状欠陥指示模様及び円形状欠陥指示模様が10個以上含まれないこと。
|
|||
| 溶接部の場合 |
次の1から3までに適合すること。 1 線状欠陥指示模様がないこと。
2 円形状欠陥指示模様がJIS Z2343の「8.3 欠陥指示模様の等級分類」の1級又は2級であること。
3 面積が3750mm2の長方形(短辺の長さは,25mm以上とする。)内に円形状欠陥指示模様が10個以上含まれないこと。ただし,円形状欠陥指示模様であって,長さが1.5mm以下のものは算定することを要しない。
|
||
付表 溶接部の最小引張強さと吸収エネルギー
| 母材の種類 | 種別 | 記号 | 最小引張強さ(N/mm²) | 吸収エネルギ—(J) | |
| 3個の平均 | 最小値 | ||||
|
溶接構造用圧延鋼材 日本産業規格G3106 |
一種A | SM400A | 400 | — | — |
| 一種B | SM400B | 400 | 27 | 21 | |
| 一種C | SM400C | 400 | 27 | 21 | |
| 2種A | SM490A | 490 | — | — | |
| 2種B | SM490B | 490 | 40 | 33 | |
| 2種C | SM490C | 490 | 40 | 33 | |
| 3種A | SM490YA | 490 | — | — | |
| 3種B | SM490YB | 490 | 40 | 33 | |
| 4種B | SM520B | 520 | 40 | 33 | |
| 4種C | SM520C | 520 | 40 | 33 | |
| 5種 | SM570 | 570 | 40 | 33 | |
|
発電圧力容器用モリブデン合金鋼鋼板 火力発電用規格 |
火SB520M | 520 | — | — | |
|
圧力容器用鋼板 日本産業規格G3115 |
1種 | SPV235 | 400 | 21 | 14 |
| 2種 | SPV315 | 490 | 40 | 33 | |
| 3種 | SPV355 | 520 | 40 | 33 | |
| 4種 | SPV450 | 570 | 40 | 33 | |
| 5種 | SPV490 | 610 | 40 | 33 | |
|
中・常温圧力容器用炭素鋼鋼板 日本産業規格G3118 |
1種 | SGV410 | 410 | 21 | 14 |
| 2種 | SGV450 | 450 | 27 | 21 | |
| 3種 | SGV480 | 480 | 27 | 21 | |
|
ボイラ及び圧力容器用マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板 日本産業規格G3119 |
一種A | SBV1A | 520 | 40 | 33 |
| 一種B | SBV1B | 550 | 40 | 33 | |
| 2種 | SBV2 | 550 | 40 | 33 | |
| 3種 | SBV3 | 550 | 40 | 33 | |
|
圧力容器用調質型マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼 日本工業規格G3120 |
一種A | SQV1A | 550 | 40 | 33 |
| 一種B | SQV1B | 620 | 40 | 33 | |
| 2種A | SQV2A | 550 | 40 | 33 | |
| 2種B | SQV2B | 620 | 40 | 33 | |
| 3種A | SQV3A | 550 | 40 | 33 | |
| 3種B | SQV3B | 620 | 40 | 33 | |
|
低温圧力容器用炭素鋼鋼板 日本産業規格G3126 |
一種A | SLA235A | 400 | 21 | 14 |
| 一種B | SLA235B | 400 | 21 | 14 | |
| 2種A | SLA325A | 440 | 27 | 21 | |
| 2種B | SLA325B | 440 | 27 | 21 | |
| 3種 | SLA370 | 490 | 40 | 33 | |
|
発電用低温圧力容器用炭素鋼鋼板 火力発電用規格 |
火SLA325B | 440 | — | — | |
|
低温圧力容器用ニッケル鋼鋼板 日本産業規格G3127 |
2種 | SL2N255 | 450 | — | — |
| 3種A | SL3N255 | 450 | — | — | |
| 3種B | SL3N275 | 480 | — | — | |
| 3種C | SL3N440 | 540 | — | — | |
| 9種A | SL3N520 | 690 | — | — | |
| 9種B | SL3N690 | 690 | — | — | |
|
ボイラ・熱交換器用炭素鋼鋼管 日本産業規格G3461 |
3種 | STB340 | 340 | 21 | 14 |
| 4種 | STB410 | 410 | 27 | 21 | |
|
発電ボイラ—用給水加熱器用炭素鋼鋼管 火力発電用規格 |
火STB480S | 480 | — | — | |
|
ボイラ・熱交換器用合金鋼鋼管 日本産業規格G3462 |
12種 | STBA12 | 380 | 21 | 14 |
| 13種 | STBA13 | 410 | 21 | 14 | |
| 20種 | STBA20 | 410 | 21 | 14 | |
| 22種 | STBA22 | 410 | 21 | 14 | |
| 23種 | STBA23 | 410 | 21 | 14 | |
| 24種 | STBA24 | 410 | 21 | 14 | |
| 25種 | STBA25 | 410 | 21 | 14 | |
| 26種 | STBA26 | 410 | 21 | 14 | |
|
発電ボイラ—用合金鋼鋼管 火力発電用規格 |
1種 | 火STBA21 | 410 | — | — |
| 2種 | 火STBA27 | 510 | — | — | |
|
低温熱交換器用鋼管 日本産業規格G3464 |
STBL380 | 380 | — | — | |
| STBL450 | 450 | — | — | ||
| STBL690 | 654 | — | — | ||
|
高圧配管用炭素鋼鋼管 日本産業規格G3455 |
2種 | STS370 | 370 | 21 | 14 |
| 3種 | STS410 | 410 | 27 | 21 | |
| 4種 | STS480 | 480 | 27 | 21 | |
|
高温配管用炭素鋼鋼管 日本産業規格G3456 |
2種 | STPT370 | 370 | 21 | 14 |
| 3種 | STPT410 | 410 | 27 | 21 | |
| 4種 | STPT480 | 480 | 27 | 21 | |
|
配管用合金鋼鋼管 日本産業規格G3458 |
12種 | STPA12 | 380 | 21 | 14 |
| 20種 | STPA20 | 410 | — | — | |
| 22種 | STPA22 | 410 | 21 | 14 | |
| 23種 | STPA23 | 410 | 21 | 14 | |
| 24種 | STPA24 | 410 | 21 | 14 | |
| 25種 | STPA25 | 410 | 21 | 14 | |
| 26種 | STPA26 | 410 | 21 | 14 | |
|
発電配管用合金鋼鋼管 火力発電用規格 |
1種 | 火STPA21 | 410 | — | — |
| 2種 | 火STPA27 | 510 | — | — | |
|
低温配管用鋼管 日本工業規格G3460(1978) |
1種 | STPL380 | 380 | — | — |
| 2種 | STPL450 | 450 | — | — | |
|
低温配管用鋼管 日本工業規格G3460(1984) |
1種 | STPL380 | 380 | — | — |
| 2種 | STPL450 | 450 | — | — | |
| 3種 | STPL690 | 654 | — | — | |
|
低温配管用炭素鋼鋼管 原子力発電用規格 |
GSTPL | 414 | 27 | 21 | |
|
圧力容器用炭素鋼鍛鋼品 日本産業規格G3202 |
SFVC2B | 490 | 27 | 21 | |
|
圧力容器用調質型合金鋼鍛鋼品 日本産業規格G3204 |
SFVQ1A | 550 | 40 | 33 | |
| SFVQ1B | 620 | — | — | ||
| SFVQ2A | 550 | 40 | 33 | ||
| SFVQ2B | 620 | — | — | ||
| SFVQ3 | 620 | — | — | ||
|
合金鋼鋼鍛鋼品 原子力発電用規格 |
GSTH | 828 | — | — | |
|
発電用低温圧力容器用炭素鋼鍛鋼品 火力発電用規格 |
火SFL49 | 480 | — | — | |
|
発電用低温圧力容器用ニッケル鋼鍛鋼品 火力発電用規格 |
1種 | 火SFL3N49 | 480 | — | — |
| 2種 | 火SFL9N70 | 654 | — | — | |
|
低温用炭素鋼鍛鋼品及び低温用合金鋼鍛鋼品 原子力発電用規格 |
1種 | GLF1 | 414 | — | — |
| 2種 | GLF2 | 482 | — | — | |
| 3種 | GLF3 | 482 | — | — | |
|
高温高圧用鋳鋼品 日本産業規格G5151 |
1種 | SCPH1 | 410 | 21 | 14 |
| 2種 | SCPH2 | 480 | 27 | 21 | |
| 1一種 | SCPH11 | 450 | 27 | 21 | |
| 2一種 | SCPH21 | 480 | 27 | 21 | |
| 32種 | SCPH32 | 480 | 27 | 21 | |
| 6一種 | SCPH61 | 620 | 27 | 21 | |
|
炭素鋼鋳鋼品 原子力発電用規格 |
1種 | GSC1 | 414 | 21 | 14 |
| 2種 | GSC2 | 482 | 27 | 21 | |
| 3種 | GSC3 | 482 | 27 | 21 | |
|
機械構造用炭素鋼鋼材 日本産業規格G4051 |
S10C | 310 | 21 | 14 | |
| S12C | 370 | 21 | 14 | ||
| 340 | |||||
| S15C | 370 | 21 | 14 | ||
| 340 | |||||
| S17C | 400 | 27 | 21 | ||
| 370 | |||||
| S20C | 400 | 27 | 21 | ||
| 370 | |||||
| S22C | 440 | 27 | 21 | ||
| 410 | |||||
| S25C | 440 | 27 | 21 | ||
| 410 | |||||
| S28C | 470 | 27 | 21 | ||
| 440 | |||||
| S30C | 470 | 27 | 21 | ||
| 440 | |||||
| S33C | 510 | — | — | ||
| 470 | |||||
| S35C | 510 | — | — | ||
| 470 | |||||
|
ニッケルクロム鋼鋼材 日本工業規格G4102 |
SNC236 | 740 | 47 | 40 | |
| SNC631 | 830 | 47 | 40 | ||
| SNC836 | 930 | 47 | 40 | ||
|
ニッケルクロムモリブデン鋼鋼材 日本工業規格G4103 |
SNCM431 | 830 | 47 | 40 | |
| SNCM625 | 930 | 47 | 40 | ||
| SNCM630 | 1080 | 47 | 40 | ||
|
クロムモリブデン鋼鋼材 日本工業規格G4105 |
SCM430 | 830 | 47 | 40 | |
| SCM432 | 880 | 47 | 40 | ||
| SCM435 | 930 | 47 | 40 | ||
|
13クロム鋼鍛鋼品及び13クロム鋼棒 原子力発電用規格 |
1種 | G13CR1 | 482 | — | — |
| 2種 | G13CR2 | 758 | — | — | |
|
高温用ステンレス鋼棒材 原子力発電用規格 |
1種 | G316CW1 | 758 | — | — |
| 689 | — | — | |||
| 655 | — | — | |||
| 621 | — | — | |||
| 2種 | C316CW2 | 586 | — | — | |
|
耐熱ステンレス鋼 原子力発電用規格 |
1種 | GXM1 | 689 | — | — |
| 2種 | GXM2 | 758 | — | — | |
|
耐食耐熱合金鋼 原子力発電用規格 |
1種 | GNCF1 | 758 | — | — |
| 2種 | GNCF2 | 586 | — | — | |
| 3種 | GNCF3 | 586 | — | — | |
| 4種 | GNCF4 | 430 | — | — | |
|
アルミニウム及びアルミニウム合金の板及び条 日本工業規格H4000(1978) |
1100 | A1100P—0 | 75 | — | — |
| A1100P—H12 | 75 | — | — | ||
| A1100P—H14 | 75 | — | — | ||
| 3003 | A3003P—0 | 95 | — | — | |
| A3003P—H12 | 95 | — | — | ||
| A3003P—H14 | 95 | — | — | ||
| 5052 | A5052P—0 | 175 | — | — | |
| A5052P—H32 | 175 | — | — | ||
| A5052P—H34 | 175 | — | — | ||
| 5154 | A5154P—0 | 205 | — | — | |
| A5154P—H34 | 205 | — | — | ||
|
アルミニウム及びアルミニウム合金の板及び条 日本工業規格H4000(1982) |
1050 | A1050P—0 | 60 | — | — |
| A1050P—H12 | 60 | — | — | ||
| A1050P—H22 | 60 | — | — | ||
| A1050P—H14 | 60 | — | — | ||
| A1050P—H24 | 60 | — | — | ||
| A1050P—H112 | 60 | — | — | ||
| 1070 | A1070P—0 | 55 | — | — | |
| A1070P—H12 | 55 | — | — | ||
| A1070P—H22 | 55 | — | — | ||
| A1070P—H14 | 55 | — | — | ||
| A1070P—H24 | 55 | — | — | ||
| A1070P—H112 | 55 | — | — | ||
| 1080 | A1080P—0 | 55 | — | — | |
| A1080P—H12 | 55 | — | — | ||
| A1080P—H22 | 55 | — | — | ||
| A1080P—H14 | 55 | — | — | ||
| A1080P—H24 | 55 | — | — | ||
| A1080P—H112 | 55 | — | — | ||
| 1100 | A1100P—0 | 75 | — | — | |
| A1100P—H12 | 75 | — | — | ||
| A1100P—H22 | 75 | — | — | ||
| A1100P—H14 | 75 | — | — | ||
| A1100P—H24 | 75 | — | — | ||
| A1100P—H112 | 75 | — | — | ||
| 1200 | A1200P—0 | 75 | — | — | |
| A1200P—H12 | 75 | — | — | ||
| A1200P—H22 | 75 | — | — | ||
| A1200P—H14 | 75 | — | — | ||
| A1200P—H24 | 75 | — | — | ||
| A1200P—H112 | 75 | — | — | ||
| 3003 | A3003P—0 | 95 | — | — | |
| A3003P—H12 | 95 | — | — | ||
| A3003P—H22 | 95 | — | — | ||
| A3003P—H14 | 95 | — | — | ||
| A3003P—H24 | 95 | — | — | ||
| A3003P—H112 | 95 | — | — | ||
| 3004 | A3004P—0 | 155 | — | — | |
| A3004P—H12 | 155 | — | — | ||
| A3004P—H32 | 155 | — | — | ||
| A3004P—H14 | 155 | — | — | ||
| A3004P—H34 | 155 | — | — | ||
| 3203 | A3203P—0 | 95 | — | — | |
| A3203P—H12 | 95 | — | — | ||
| A3203P—H22 | 95 | — | — | ||
| A3203P—H14 | 95 | — | — | ||
| A3203P—H24 | 95 | — | — | ||
| A3203P—H112 | 95 | — | — | ||
| 5052 | A5052P—0 | 175 | — | — | |
| A5052P—H12 | 175 | — | — | ||
| A5052P—H22 | 175 | — | — | ||
| A5052P—H32 | 175 | — | — | ||
| A5052P—H14 | 175 | — | — | ||
| A5052P—H24 | 175 | — | — | ||
| A5052P—H34 | 175 | — | — | ||
| A5052P—H112 | 175 | — | — | ||
| 5083 | A5083P—0 | 275 | — | — | |
| 265 | — | — | |||
| A5083P—H32 | 275 | — | — | ||
| 265 | — | — | |||
| A5083P—H112 | 275 | — | — | ||
| 265 | — | — | |||
| 5086 | A5086P—0 | 245 | — | — | |
| A5086P—H32 | 245 | — | — | ||
| A5086P—H34 | 245 | — | — | ||
| A5086P—H112 | 245 | — | — | ||
| 235 | — | — | |||
| 5154 | A5154P—0 | 205 | — | — | |
| A5154P—H12 | 205 | — | — | ||
| A5154P—H22 | 205 | — | — | ||
| A5154P—H32 | 205 | — | — | ||
| A5154P—H14 | 205 | — | — | ||
| A5154P—H24 | 205 | — | — | ||
| A5154P—H34 | 205 | — | — | ||
| A5154P—H112 | 205 | — | — | ||
| 5254 | A5254P—0 | 205 | — | — | |
| A5254P—H12 | 205 | — | — | ||
| A5254P—H22 | 205 | — | — | ||
| A5254P—H32 | 205 | — | — | ||
| A5254P—H14 | 205 | — | — | ||
| A5254P—H24 | 205 | — | — | ||
| A5254P—H34 | 205 | — | — | ||
| A5254P—H112 | 205 | — | — | ||
| 5652 | A5652P—0 | 175 | — | — | |
| A5652P—H12 | 175 | — | — | ||
| A5652P—H22 | 175 | — | — | ||
| A5652P—H32 | 175 | — | — | ||
| A5652P—H14 | 175 | — | — | ||
| A5652P—H24 | 175 | — | — | ||
| A5652P—H34 | 175 | — | — | ||
| A5652P—H112 | 175 | — | — | ||
| 6061 | A6061P—T4 | 165 | — | — | |
| A6061P—T6 | 165 | — | — | ||
|
アルミニウム及びアルミニウム合金の棒及び線 日本工業規格H4040(1978) |
6061 | A6061BE—T6 | 165 | — | — |
| A6061BES—T6 | 165 | — | — | ||
|
アルミニウム及びアルミニウム合金の棒及び線 日本工業規格H4040(1982) |
6061 | A6061BE—T4 | 165 | — | — |
| A6061BE—T6 | 165 | — | — | ||
| A6061BD—T6 | 165 | — | — | ||
| 6063 | A6063BE—T5 | 120 | — | — | |
| A6063BE—T6 | 120 | — | — | ||
|
アルミニウム及びアルミニウム合金継目無管 日本工業規格H4080(1978) |
3003 | A3003TE—H112 | 95 | — | — |
| A3003TES—H112 | 95 | — | — | ||
| A3003TD—0 | 95 | — | — | ||
| A3003TDS—0 | 95 | — | — | ||
| A3003TD—H14 | 95 | — | — | ||
| A3003TDS—H14 | 95 | — | — | ||
| A3003TD—H18 | 95 | — | — | ||
| A3003TDS—H18 | 95 | — | — | ||
| 5052 | A5052TE—0 | 175 | — | — | |
| A5052TES—0 | 175 | — | — | ||
| A5052TD—0 | 175 | — | — | ||
| A5052TDS—0 | 175 | — | — | ||
| A5052TD—H34 | 175 | — | — | ||
| A5052TDS—H34 | 175 | — | — | ||
| 6061 | A6061TE—T4 | 165 | — | — | |
| A6061TES—T4 | 165 | — | — | ||
| A6061TD—T4 | 165 | — | — | ||
| A6061TDS—T4 | 165 | — | — | ||
| A6061TE—T6 | 165 | — | — | ||
| A6061TES—T6 | 165 | — | — | ||
| A6061TD—T6 | 165 | — | — | ||
| A6061TDS—T6 | 165 | — | — | ||
| 6063 | A6063TE—T5 | 120 | — | — | |
| A6063TES—T5 | 120 | — | — | ||
| A6063TE—T6 | 120 | — | — | ||
| A6063TES—T6 | 120 | — | — | ||
| A6063TD—T6 | 120 | — | — | ||
| A6063TDSS—T6 | 120 | — | — | ||
|
アルミニウム及びアルミニウム合金継目無管 日本工業規格H4080(1982) |
1050 | A1050TE—H112 | 65 | — | — |
| A1050TD—0 | 65 | — | — | ||
| A1050TD—H14 | 65 | — | — | ||
| 1070 | A1070TE—H112 | 55 | — | — | |
| A1070TD—0 | 55 | — | — | ||
| A1070TD—H14 | 55 | — | — | ||
| 3003 | A3003TE—H112 | 95 | — | — | |
| A3003TD—0 | 95 | — | — | ||
| A3003TD—H14 | 95 | — | — | ||
| A3003TD—H18 | 95 | — | — | ||
| 3203 | A3203TE—H112 | 95 | — | — | |
| A3203TD—0 | 95 | — | — | ||
| A3203TD—H14 | 95 | — | — | ||
| A3203TD—H18 | 95 | — | — | ||
| 5052 | A5052TE—H112 | 175 | — | — | |
| A5052TE—0 | 175 | — | — | ||
| A5052TD—0 | 175 | — | — | ||
| A5052TD—H34 | 175 | — | — | ||
| 6061 | A6061TE—T4 | 165 | — | — | |
| A6061TD—T4 | 165 | — | — | ||
| A6061TE—T6 | 165 | — | — | ||
| A6061TD—T6 | 165 | — | — | ||
| 6063 | A6063TE—T5 | 120 | — | — | |
| A6063TE—T6 | 120 | — | — | ||
| A6063TD—T6 | 120 | — | — | ||
|
アルミニウム及びアルミニウム合金押出形材 日本工業規格H4100 |
6061 | A6061S—T4 | 165 | — | — |
| A6061S—T6 | 165 | — | — | ||
| 6063 | A6063S—T5 | 120 | — | — | |
| A6061S—T6 | 120 | — | — | ||
|
アルミニウム及びアルミニウム合金鍛造品 日本産業規格H4140 |
6061 | A6061FD—T6 | 165 | — | — |
| A6061FH—T6 | 165 | — | — | ||
|
アルミニウム合金鋳物 日本産業規格H5202 |
AC4C | AC4C—T6 | 125 | — | — |
(備考)
1. 火力発電用規格とは、発電用火力設備に関する技術基準の細目を定める告示(昭和40年6月通商産業省告示第270号)に規定する規格をいう。
2. 原子力発電用規格とは、発電用原子力設備に関する構造等の技術基準(昭和55年10月通商産業省告示第501号)に規定する規格をいう。
3. 日本産業規格 G4051 「機械構造用炭素鋼鋼材」の最小引張強さの値は、鋼材径、対辺距離又は主体部の厚さが100mm以下の場合は上段に掲げる値、鋼材径、対辺距離又は主体部の厚さが100mmを超え200mm以下の場合は下段に掲げる値とする。
4. 原子力発電用規格「高温用ステンレス鋼棒材」一種の最小引張強さの値758N/mm2は棒材径が19mm未満の場合、689N/mm2は棒材径が19mm以上25mm未満の場合、655N/mm2は棒材径が25mm以上32mm未満の場合、621N/mm2は棒材径が32mm以上38mm未満の場合に適用する。
5. 日本工業規格 H4000(1982) 「アルミニウム及びアルミニウム合金の板及び条」の種別5083の最小引張強さの値は、板及び条の厚さが0.8mmを超え80mm以下の場合は上段に掲げる値、板及び条の厚さが80mmを超え100mm以下の場合は下段に掲げる値とする。
6. 日本工業規格 H4000(1982) 「アルミニウム及びアルミニウム合金の板及び条」の種別5086の最小引張強さの値は、板及び条の厚さが4mmを超え50mm以下の場合は上段に掲げる値、板及び条の厚さが50mmを超え75mm以下の場合は下段に掲げる値とする。
インターネット六法に掲載している法令データは、原則、官報その他政府提供データを基にしています。
※原則とは、現在有効ではない法令の場合は図書館等にて収集しております
データ内容の正確性については万全を期しておりますが、官報に掲載された内容と異なる場合はそちらが優先します。
インターネット六法.comの利用に伴って発生した不利益や問題について、当サイトの運営者は何らの責任を負いません。
掲載している法令等に誤植(ふりがな等)がありましたら、「お問い合わせ」よりお知らせください。ご協力お願いいたします。
インターネット六法が少しでもあなたの役に立てれば光栄です。これからもインターネット六法を宜しくお願いします。
※スマホやタブレットで左の画像を読み込むと現在の法令ページを読み込めます。