とくていせつびけんさきそく
特定設備検査規則
昭和51年通商産業省令第4号
高圧ガス取締法(昭和26年法律第204号)第56条の3、第56条の5第1項、第56条の7、第56条の9第1号及び第2号、第56条の12第2項並びに第78条の3の規定に基づき、並びに同法を実施するため、特定設備検査規則を次のように制定する。
第1章 総則
(適用範囲)
第1条 この規則は、高圧ガス保安法(昭和26年法律第204号。以下「法」という。)及び高圧ガス保安法施行令(平成9年政令第20号。以下「令」という。)に基づき、特定設備に関する保安について規定する。
(用語の定義)
第2条 この規則において使用する用語は、液化石油ガス保安規則(昭和41年通商産業省令第52号)及び一般高圧ガス保安規則(昭和41年通商産業省令第53号)において使用する用語の例による。ただし、次の各号に掲げる用語は、それぞれ当該各号に定めるところによる。
一 塔 高圧ガスの製造設備(製造に係る貯蔵のための設備を除く。次号、第5号から第8号まで及び第12号において同じ。)のうち、第3条に規定する設備(以下「特定設備」という。)であって、塔形状をしたもの(次号及び第5号から第8号までに規定するものを除く。)
二 反応器 高圧ガスの製造設備のうち化学反応を行わせるための特定設備
三 球形貯槽 高圧ガスの製造に係る貯蔵のための設備のうち球形状をした特定設備(第4号の2に規定するものを除く。)
四 平底円筒形貯槽 高圧ガスの製造に係る貯蔵のための設備のうち平底円筒形状をした特定設備(次号に規定するものを除く。)
四の2 岩盤貯槽 高圧ガスの製造に係る貯蔵のための設備のうち岩盤内の空間を利用するものであって、その内面の零パスカルを超える圧力を受ける部分に岩盤を使用し、当該設備の周囲に作用する水圧により高圧ガスの漏えいを防止する機能(以下「水封機能」という。)を有する特定設備
五 熱交換器 高圧ガスの製造設備のうち2流体間で熱交換を行わせるための特定設備(次号及び第7号に規定するものを除く。)
六 蒸発器 高圧ガスの製造設備のうち液化ガスを気化させるための特定設備
七 凝縮器 高圧ガスの製造設備のうち圧縮ガスを液化させるための特定設備
八 加熱炉 高圧ガスの製造設備のうち火炎、電気等を熱源として高圧ガスを加熱させるための特定設備
九 たて置円筒形貯槽 高圧ガスの製造に係る貯蔵のための設備のうちたて置円筒形状をした特定設備(第4号の2及び第11号に規定するものを除く。)
十 横置円筒形貯槽 高圧ガスの製造に係る貯蔵のための設備のうち横置円筒形状をした特定設備(第4号の2及び次号に規定するものを除く。)
十一 バルク貯槽 液化石油ガスの保安の確保及び取引の適正化に関する法律施行規則(平成9年通商産業省令第11号)第1条第2項第2号に規定するバルク貯槽
十二 その他の圧力容器 高圧ガスの製造設備のうち第1号、第2号及び第5号から第8号までに規定する特定設備以外の特定設備
十三 最小引張強さ 同じ種類の材料から作られた複数の材料引張試験片の材料引張試験により得られた引張強さのうち最も小さい値であって、材料引張試験について十分な知見を有する者が定めたもの
十四 最小降伏点 同じ種類の材料から作られた複数の材料引張試験片の材料引張試験により得られた降伏点のうち最も小さい値であって、材料引張試験について十分な知見を有する者が定めたもの
十五 最小0・2パーセント耐力 同じ種類の材料から作られた複数の材料引張試験片の材料引張試験により得られた0・2パーセント耐力のうち最も小さい値であって、材料引張試験について十分な知見を有する者が定めたもの
十六 第1種特定設備 その内面又は外面に零パスカルを超える圧力を受ける特定設備の部分(以下「耐圧部分」という。)に第11条第1項に規定する材料を使用した特定設備
十七 第2種特定設備 その耐圧部分に第11条第2項に規定する材料を使用した特定設備
第2章 特定設備検査
第1節 総則
(特定設備の範囲)
第3条 法第56条の3第1項の経済産業省令で定める設備は、高圧ガス設備のうち次の各号に掲げる容器以外の容器及び当該容器の支持構造物(塔(一般高圧ガス保安規則第6条第1項第17号に規定する塔をいう。)又は貯槽(貯蔵能力が300立方メートル又は3トン以上のものに限る。)(以下「塔槽類」という。)と一体のもの(以下「特定支持構造物」という。)に限る。)とする。
一 容器保安規則(昭和41年通商産業省令第50号)の適用を受ける容器
二 国際相互承認に係る容器保安規則(平成28年経済産業省令第82号)の適用を受ける容器
三 法第56条の7第2項の認定を受けた容器(令第15条第1号に定めるものに限る。)
四 設計圧力(特定設備を使用することができる最高の圧力として設計された圧力をいう。以下同じ。)をメガパスカルで表した数値と内容積を立方メートルで表した数値との積が0・004以下の容器
五 内容積が0・001立方メートル以下であって、設計圧力が30メガパスカル未満の容器
六 ポンプ、圧縮機及び蓄圧機に係る容器
七 ショック・アブソーバその他の緩衝装置に係る容器
八 流量計、液面計その他の計測機器及びストレーナに係る容器
九 自動車用エアバッグガス発生器に係る容器
十 蓄電池に係る容器
(製造の工程)
第4条 法第56条の3第1項の経済産業省令で定める製造の工程は、設計、材料(岩盤貯槽にあっては、当該貯槽に使用する岩盤を含む。以下同じ。)の品質確認、加工、溶接及び構造の検査とする。
(特定設備検査の申請)
第5条 法第56条の3第1項の特定設備検査を受けようとする者は、様式第1による申請書を経済産業大臣、協会又は指定特定設備検査機関に提出しなければならない。
2 法第56条の3第2項の特定設備検査を受けようとする者は、様式第2による申請書を経済産業大臣、協会又は指定特定設備検査機関に提出しなければならない。
3 法第56条の3第3項の特定設備検査を受けようとする者は、様式第1による申請書を経済産業大臣、協会又は指定特定設備検査機関に提出しなければならない。
4 前3項の申請書には、検査を受けることを希望する年月日(第1項の申請書及び第52条の資料が提出されない場合における前項の申請書にあっては、前条の製造の工程ごとの検査を受けることを希望する年月日)及び場所を記載した書面並びに当該特定設備の設計書及び構造図を添付しなければならない。
(自主検査の対象としない特定設備)
第6条 法第56条の3第1項第1号の経済産業省令で定めるものは、第51条に基づき経済産業大臣が認可をした特定設備とする。
(特定設備検査の受検を要しない特定設備)
第7条 法第56条の3第1項第2号の経済産業省令で定める用途に供する特定設備は、次の各号のいずれかとする。
一 輸出に供する特定設備その他本邦で流通しないことが明らかな特定設備
二 試験研究の用に供する特定設備であって、特定設備検査を受けることと同等の安全性を有するものと経済産業大臣が認めたもの
(特定設備検査の方法)
第8条 法第56条の3第4項の経済産業省令で定める方法は、第46条から第50条までに定めるところによる。
(技術上の基準)
第9条 法第56条の3第4項の経済産業省令で定める技術上の基準は、特定設備(特定支持構造物を除く。)にあっては第10条から第45条まで及び第51条、特定支持構造物にあっては第10条(第13条、第25条及び第31条第3項に係る部分に限る。)、第36条第2項、第37条、第41条及び第42条第5項に定めるところによる。
(岩盤内の空間を利用する特定設備)
第9条の2 高圧ガス保安法関係手数料令(平成9年政令第21号)別表第3第9の項の経済産業省令で定める特定設備は、岩盤貯槽とする。
第2節 設計
第1款 総則
第10条 特定設備は、次条から第35条まで及び第51条の規定に適合するように設計しなければならない。
第2款 材料
第11条 特定設備の耐圧部分には、当該設備の設計圧力、設計温度(当該設備を使用することができる最高又は最低の温度として設定された温度をいう。)、製造をする高圧ガスの種類等に応じ、当該設備の材料に及ぼす化学的影響及び物理的影響に対し、安全な化学的成分及び機械的性質を有する材料を使用しなければならない。
2 前項の規定にかかわらず、特定設備(平底円筒形貯槽及び岩盤貯槽を除く。)の耐圧部分には、当該設備の設計圧力、設計温度(当該設備を使用することができる最高及び最低の温度として当該設備の運転時、停止時、異常時、環境温度等を考慮して設定された温度をいう。)、製造をする高圧ガスの種類等に応じ、当該設備の材料に及ぼす化学的影響及び物理的影響に対し、安全な化学的成分及び機械的性質を有する材料(設計温度がクリープ領域に達しない鋳造製品の材料を除く。)を使用することができる。
第3款 加工
(耐圧部分の強度等)
第12条 特定設備の耐圧部分は、当該設備の設計圧力又は設計温度(第1種特定設備にあっては前条第1項に規定する設計温度をいい、第2種特定設備にあっては同条第2項に規定する設計温度をいう。以下同じ。)において発生する最大の応力に対し安全な強度を有しなければならない。
2 特定設備の耐圧部分の板の厚さ、断面積等は、形状、寸法、設計圧力、設計温度における材料の許容応力、溶接継手の効率等に応じ、計算により求めた値以上でなければならない。
3 炭素鋼鋼板又は低合金鋼鋼板を使用する耐圧部分(管以外の耐圧部分に限る。以下この項において同じ。)の板の厚さは、前項の規定により求められた当該板の厚さが2・5ミリメートル未満であるときは、同項の規定にかかわらず、2・5ミリメートル(使用する炭素鋼鋼板又は低合金鋼鋼板が腐食し、又は摩耗するおそれがある場合にあっては、3・5ミリメートル又は同項の規定により求められた板の厚さに1ミリメートルを加えた厚さのうちいずれか大きい値)以上でなければならない。
4 高合金鋼鋼板又は非鉄金属板を使用する耐圧部分の板の厚さは、第2項の規定により求められた当該板の厚さが1・5ミリメートル未満であるときは、同項の規定にかかわらず、1・5ミリメートル(使用する高合金鋼鋼板又は非鉄金属板が腐食し、又は摩耗するおそれのある場合にあっては、2・5ミリメートル又は同項の規定により求められた板の厚さに1ミリメートルを加えた厚さのうちいずれか大きい値)以上でなければならない。
(耐震性能)
第13条 塔槽類及び特定支持構造物(以下「耐震設計設備」という。)は、経済産業大臣が定める適切な耐震に関する性能を有することとしなければならない。
2 岩盤貯槽にあっては、前項の規定にかかわらず、当該岩盤貯槽に使用する岩盤の種類及び当該岩盤貯槽の仕様に応じ、適切な方法により、地震の影響に対して安全な構造としなければならない。
(材料の許容引張応力)
第14条 第1種特定設備にあっては、次の各号に掲げる材料を圧延製品又は鍛造製品の材料として使用する場合における当該材料の許容引張応力(設計温度がクリープ領域に達しない場合に限る。以下この項、第3項及び第4項において同じ。)の値は、当該各号に定める値以下としなければならない。
一 鉄鋼材料(次号に掲げるものを除く。) 次の値のうち最も小さい値
イ 常温における最小引張強さの4分の1
ロ 設計温度における最小引張強さの4分の1
ハ 常温における最小降伏点又は最小0・2パーセント耐力の1・5分の1
ニ 設計温度における最小降伏点又は最小0・2パーセント耐力の1・5分の1(オーステナイト系ステンレス鋼鋼材であって、使用箇所によってやや変形が許される場合には、設計温度における最小0・2パーセント耐力の100分の90)
二 日本産業規格G3115(1990)圧力容器用鋼板若しくは日本産業規格G3126(1990)低温圧力容器用炭素鋼鋼板に定める鉄鋼材料又はこれらと同等以上の化学的成分及び機械的性質を有する鉄鋼材料 次の値のうち最も小さい値又は前号の値
イ 常温における最小降伏点又は最小0・2パーセント耐力の0・5(1・6—γ)倍の値
ロ 設計温度における最小降伏点又は最小0・2パーセント耐力の0・5(1・6—γ)倍の値
三 非鉄金属材料 次の値のうち最も小さい値
イ 常温における最小引張強さの4分の1
ロ 設計温度における最小引張強さの4分の1
ハ 常温における最小降伏点又は最小0・2パーセント耐力の1・5分の1
ニ 設計温度における最小降伏点又は最小0・2パーセント耐力の1・5分の1
2 前項第2号のγは、最小降伏点又は最小0・2パーセント耐力の最小引張強さに対する比率とし、0・7未満のときは0・7とする。
3 第2種特定設備にあっては、鉄鋼材料又は非鉄金属材料を圧延製品又は鍛造製品の材料として使用する場合におけるこれらの材料の許容引張応力の値は、次の値のうち最も小さい値以下としなければならない。
イ 常温における最小引張強さの3・5分の1
ロ 設計温度における最小引張強さの3・5分の1
ハ 常温における最小降伏点又は最小0・2パーセント耐力の1・5分の1
ニ 設計温度における最小降伏点又は最小0・2パーセント耐力の1・5分の1(オーステナイト系ステンレス鋼鋼材であって、使用箇所によってやや変形が許される場合には、設計温度における最小0・2パーセント耐力の100分の90)
4 次の各号に掲げる材料を鋳造製品の材料として使用する場合における当該材料の許容引張応力の値は、当該各号に定める値以下としなければならない。
一 鋳鋼品 第1項第1号又は第2号により求めた値に0・8を乗じて得た値(次のイ又はロに掲げる場合にあっては、それぞれイ又はロに定める値を乗じて得た値)
イ 非破壊試験により鋳鋼品の表面及び内部に欠陥がないことを確かめた場合 0・8以上1・0以下
ロ 日本産業規格G5101(1991)炭素鋼鋳鋼品及び日本産業規格G5102(1991)溶接構造用鋳鋼品においてその化学的成分のうち、炭素、珪素、マンガン、燐又は硫黄の含有量が著しく多い場合 0・67
二 非鉄金属鋳造品 第1項第3号の値に0・8を乗じて得た値
5 設計温度がクリープ領域に達する材料の許容引張応力の値は、次の各号に定める値のうち最も小さい値以下としなければならない。
一 設計温度において1000時間当たり0・01パーセントのクリープ歪みを生じる応力の平均値(同じ種類の材料から作られた複数のクリープ試験片のクリープ試験により得られた応力の平均の値であって、クリープ試験について十分な知見を有する者が定めたものをいう。)
二 設計温度において10万時間でクリープ破断を生じる応力の平均値(同じ種類の材料から作られた複数のクリープ試験片のクリープ試験により得られた応力の平均の値であって、クリープ試験について十分な知見を有する者が定めたものをいう。)の1・5分の1
三 設計温度において10万時間でクリープ破断を生じる応力の最小値(同じ種類の材料から作られた複数のクリープ試験片のクリープ試験により得られた応力のうち最も小さい値であって、クリープ試験について十分な知見を有する者が定めたものをいう。)の1・25分の1
6 第1種特定設備にあっては、鉄鋼材料又は非鉄金属材料を溶接管の材料として使用する場合におけるこれらの材料の許容引張応力の値は、第1項又は前項の値に溶接方法に応じ0・65、0・7又は0・85を乗じて得た値とする。
7 第2種特定設備にあっては、鉄鋼材料又は非鉄金属材料を溶接管の材料として使用する場合におけるこれらの材料の許容引張応力の値は、第3項又は第5項の値に溶接方法に応じ0・7又は0・85を乗じて得た値とする。
8 クラッド鋼(合せ材及び母材が完全に接着されているものであって突合せ溶接による溶接部の合せ材が耐腐食性の溶接金属によって完全に融着されているものに限る。以下同じ。)の許容引張応力の値は、第1項又は第3項の規定にかかわらず、次の算式により得られる値以下としなければならない。
σ=(σ1t1+σ2t2)/(t1+t2)
備考
この式においてσ、σ1、σ2、t1及びt2は、それぞれ次の値を表すものとする。
σ クラッド鋼の許容引張応力(単位 ニュートン毎平方ミリメートル)
σ1 母材の設計温度における許容引張応力(単位 ニュートン毎平方ミリメートル)
σ2 合せ材の設計温度における許容引張応力(単位 ニュートン毎平方ミリメートル)
t1 母材の厚さ(単位 ミリメートル)
t2 合せ材の厚さ(合せ材を強度部材としない場合は、これを0とする。)(単位 ミリメートル)
(材料の許容曲げ応力)
第15条 材料の設計温度における許容曲げ応力の値は、設計温度における許容引張応力の値の1・5倍の値以下としなければならない。
(材料の許容せん断応力)
第16条 材料の設計温度における許容せん断応力の値は、設計温度における許容引張応力の値の100分の80の値以下としなければならない。
(材料の許容圧縮応力)
第17条 材料の設計温度における許容圧縮応力の値は、設計温度における許容引張応力又は次のイ若しくはロに掲げる種類に応じ当該イ若しくはロに定める算式により得られる許容座屈応力のうちいずれか小さい値以下としなければならない。
イ 円筒胴 次に掲げる算式
σ’’a=0.3Et/(Dm(1+0.004E/σy))
備考
この式においてσ’’a、E、t、Dm及びσy)は、それぞれ次の値を表すものとする。
σ’’a 許容座屈応力(単位 ニュートン毎平方ミリメートル)
E 材料の設計温度における縦弾性係数(単位 ニュートン毎平方ミリメートル)
t 板の最小厚さ(単位 ミリメートル)
Dm 胴の平均直径(単位 ミリメートル)
σy 材料の設計温度における降伏点又は0・2パーセント耐力(単位 ニュートン毎平方ミリメートル)
ロ 管 次に掲げる条件式を満たす場合にあっては(1)、それ以外の場合にあっては(2)に掲げる算式
条件式√(2π2E/σy)≦kl/i
備考
この式においてE、σy、k、l及びiは、それぞれ次の値を表すものとする。
E及びσyそれぞれイに規定する値
k 管の支持の方法による係数で、次の表の上欄に掲げる支持の方法に応じ同表の下欄に掲げる値
| 管板間で支持する場合 | 0・6 |
| 管板とバッフル間で支持する場合 | 0・8 |
| バッフル間で支持する場合 | 1・0 |
l 管の支持長さのうち、最も大きい支持長さ(単位 ミリメートル)
i 管の断面2次半径(単位 ミリメートル)
(1) σ’’a=π2E/(2×(kl/i)2)
(2) σ’’a=(σy/2)×(1−((kl÷i)/(2×√(2π2E/σy)))
備考
(1)及び(2) の式においてσ’’a、E、k、l、i及びσyは、それぞれ次の値を表すものとする。
σ’’a、E及びσyそれぞれイに規定する値k、l及びi それぞれ条件式に規定する値
(岩盤貯槽の材料の許容応力)
第17条の2 岩盤貯槽(水封機能により気密性を有する部分に限る。)の材料の設計温度における許容引張応力、許容曲げ応力、許容せん断応力及び許容圧縮応力の値は、第14条から前条までの規定にかかわらず、応力の種類に応じ、適切な値としなければならない。
(材料の縦弾性係数等)
第18条 材料の縦弾性係数及び線膨張係数は、材料の種類及び設計温度に応じ、適切な値としなければならない。
(溶接継手の効率)
第19条 第1種特定設備にあっては、溶接継手の効率は、次の表の上欄に掲げる溶接継手の種類(同表の第1号及び第2号に掲げる種類の溶接継手にあっては、溶接継手の種類及び同表の中欄に掲げる溶接部(溶接金属部分及び溶接による熱影響により材質に変化を受ける母材の部分をいう。以下同じ。)の全長に対する放射線透過試験を行った溶接部の部分の割合)に応じ、同表の下欄に掲げる値に長手継手にあっては1、周継手にあっては2を乗じて得た値(その値が1を超える場合にあっては、1)以下としなければならない。
|
一 突合せ両側溶接又はこれと同等以上とみなされる突合せ片側溶接継手
|
1 | 1・00 |
| 1未満0・2以上 | 0・95 | |
| 0・2未満 | 0・70 | |
|
二 裏当て金を使用した突合せ片側溶接継手で、裏当て金を残すもの
|
1 | 0・90 |
| 1未満0・2以上 | 0・85 | |
| 0・2未満 | 0・65 | |
|
三 突合せ片側溶接継手(前2号に掲げるものを除く。)
|
0・60 | |
|
四 層成胴の層成材又は外筒の突合せ片側溶接継手
|
0・65 | |
|
五 両側全厚すみ肉重ね溶接継手
|
0・55 | |
|
六 プラグ溶接を行う片側全厚すみ肉重ね溶接継手
|
0・50 | |
|
七 プラグ溶接を行わない片側全厚すみ肉重ね溶接
|
0・45 |
2 第2種特定設備にあっては、溶接継手の効率は、次の表の上欄に掲げる溶接継手の種類(同表の第1号及び第2号に掲げる種類の溶接継手にあっては、溶接継手の種類及び同表の中欄に掲げる溶接部の全長に対する放射線透過試験を行った溶接部の部分の割合)に応じ、同表の下欄に掲げる値以下としなければならない。
|
一 突合せ両側溶接又はこれと同等以上とみなされる突合せ片側溶接継手
|
1 | 1・00 |
| 1未満0・01以上 | 0・85 | |
| 0・01未満 | 0・70 | |
|
二 裏当て金を使用した突合せ片側溶接継手で、裏当て金を残すもの
|
1 | 0・90 |
| 1未満0・01以上 | 0・80 | |
| 0・01未満 | 0・65 | |
|
三 突合せ片側溶接継手(前2号に掲げるものを除く。)
|
0・60 | |
|
四 層成胴の層成材又は外筒の突合せ片側溶接継手
|
0・65 | |
|
五 両側全厚すみ肉重ね溶接継手
|
0・55 | |
|
六 プラグ溶接を行う片側全厚すみ肉重ね溶接継手
|
0・50 | |
|
七 プラグ溶接を行わない片側全厚すみ肉重ね溶接
|
0・45 |
(耐圧部分の形状)
第20条 特定設備の耐圧部分は、安全上問題となるような応力が集中する形状であってはならない。
(溶接以外の方法による耐圧部分の取付け)
第21条 溶接以外の方法により取り付けられる耐圧部分は、脱落しないように強固でなければならない。
(漏れ止め溶接)
第22条 管、管台等を溶接以外の方法により胴板又は鏡板に取り付ける場合及び毒性ガスの特定設備において拡管によって管を管板に取り付ける場合は、漏れ止め溶接を行うようにしなければならない。
(多層巻圧力容器)
第23条 多層巻圧力容器は、次に定めるところによらなければならない。
一 層成胴に穴をあけないこと。ただし、ウィープホールその他の小径の穴(内筒を貫通しない穴に限る。)である場合及び胴のフランジ部の内径の4分の1以下の穴にハブ付き管台を適切に取り付ける場合は、この限りでない。
二 隣接する層成材の長手継手の溶接部を接近させないこと。
第4款 溶接
(溶接部の強度)
第24条 特定設備の溶接部は、母材の最小引張強さ(母材が異なる場合は、最も小さい値)以上の強度を有するものでなければならない。ただし、アルミニウム及びアルミニウム合金、銅及び銅合金、チタン及びチタン合金又は9パーセントニッケル鋼を母材とする場合であって、許容引張応力の値以下で使用するときは、第1種特定設備にあっては当該許容引張応力の値の4倍の値以上、第2種特定設備にあっては当該許容引張応力の値の3・5倍の値以上の強度を有せば足りる。
(溶接施工方法)
第25条 特定設備の耐圧部分の溶接施工方法は、溶接の方法、母材の種類、溶接棒の種類、予熱の温度、応力除去の方法、シールドガスの種類等に応じ、溶接施工方法確認試験によりあらかじめ確認されたものでなければならない。
(溶接の種類)
第26条 特定設備の耐圧部分の溶接の種類は、設計温度、製造をする高圧ガスの種類、継手の位置等に応じ、十分な強度等が得られるように適切なものでなければならない。
(溶接部の形状等)
第27条 特定設備の溶接部は、板の厚さ、溶接の種類、継手の位置等に応じ、十分な強度等が得られるように適切な形状及び寸法を有さなければならない。
2 特定設備の長手継手又は周継手の突合せ溶接部は、それぞれ長手継手又は周継手の突合せ溶接部に接近してはならない。ただし、当該溶接部(平底円筒形貯槽に係るものを除く。)に放射線透過試験を行い、これに合格した場合は、この限りでない。
(完全溶け込み溶接)
第28条 毒性ガスの特定設備、気体により耐圧試験を行う特定設備、低温で使用する特定設備その他安全上重要な特定設備の耐圧部分の溶接は、完全溶け込み溶接としなければならない。ただし、第2種特定設備であって、気体により耐圧試験を行うもの又は材料の種類、設計温度等に応じ完全溶け込み溶接が必要ないと認められるものの耐圧部分の溶接は、この限りでない。
(応力除去)
第29条 特定設備の溶接部は、応力除去のため、適切な方法により溶接後の熱処理を行うようにしなければならない。ただし、応力除去を行う必要がないと認められるときは、この限りでない。
(機械試験)
第30条 特定設備の突合せ溶接による溶接部は、同一の溶接の条件ごとに適切な機械試験を行うようにしなければならない。ただし、試験片の作成が困難な特定設備の溶接部にあっては、当該特定設備の溶接に引き続き同一の条件で別個に溶接した特定設備の溶接部について引張試験を行うようにすることができる。
(非破壊試験)
第31条 特定設備の突合せ溶接による溶接部は、その内部に使用上有害な欠陥がないことを確認するため、その全長について放射線透過試験その他の内部の欠陥の有無を検査する非破壊試験を行うようにしなければならない。ただし、非破壊試験を行うことが困難である、又は非破壊試験を行う必要がないと認められるときは、この限りでない。
2 前項の場合において、毒性ガスの特定設備又は気体により耐圧試験を行う第1種特定設備の突合せ溶接による溶接部その他安全上重要な溶接部は、その全長について放射線透過試験を行うようにしなければならない。ただし、放射線透過試験を行うことが困難であると認められるものについては、他の非破壊試験を行うことにより、これに代えることができる。
3 低合金鋼を母材とする第1種特定設備若しくは気体により耐圧試験を行う第2種特定設備の溶接部その他安全上重要な溶接部又は治具跡(第1種特定設備に係るものに限る。)は、その表面に使用上有害な欠陥がないことを確認するため、その全長について磁粉探傷試験その他の表面の欠陥の有無を検査する非破壊試験を行うようにしなければならない。ただし、非破壊試験を行うことが困難である、又は非破壊試験を行う必要がないと認められるときは、この限りでない。
第5款 構造
第32条 特定設備の構造は、その設計に対し適切な形状及び寸法でなければならない。
(耐圧部分の気密性)
第32条の2 特定設備の耐圧部分は、気密な構造でなければならない。
(容器に設けなければならない穴)
第33条 特定設備には、検査、修理、清掃等の用に供する穴を設けなければならない。ただし、構造、寸法、製造をする高圧ガスの種類等に応じ、穴を設ける必要がないと認められるときは、この限りでない。
(耐圧試験等)
第34条 第1種特定設備(平底円筒形貯槽及び岩盤貯槽(水封機能により気密性を有する部分に限る。)を除く。)は、耐圧部分が十分な強度を有し、かつ、漏れがないことを確認するため、設計圧力の1・5倍以上の圧力で水その他の安全な液体を使用して耐圧試験を行うようにしなければならない。ただし、その構造により液体を使用することが困難であると認められるときは、液体以外の方法で行うようにすることができる。
2 前項ただし書の規定により耐圧試験を行う場合は、設計圧力の1・25倍以上の圧力で空気、窒素等の気体を使用しなければならない。
3 平底円筒形貯槽は、耐圧部分の強度及び漏れを確認するため、次に掲げる試験を行うようにしなければならない。
一 側板最下部の設計液頭圧に相当する水位の1・5倍以上の高さ(設計液面を超える場合は、設計液面)まで水を満たして行う水張試験
二 貯槽の貯蔵能力に相当する最高設計重量(内容物の比重が1・0を超える場合は、1・0として計算した重量)以上の重量の水を満たした上、気相部に空気、窒素等を用いて設計圧力の1・5倍以上の圧力を加えて行う耐圧試験
4 岩盤貯槽(水封機能により気密性を有する部分に限る。)は、耐圧部分の強度及び漏れを確認するため、適切な方法により試験を行うようにしなければならない。
5 第2種特定設備は、耐圧部分が十分な強度を有し、かつ、漏れがないことを確認するため、設計圧力の1・3倍に温度補正係数(設計温度における材料の許容引張応力に対する試験実施温度における材料の許容引張応力の割合をいう。以下同じ。)を乗じて得た圧力以上の圧力で水その他の安全な液体を使用して耐圧試験を行うようにしなければならない。ただし、その構造により液体を使用することが困難であると認められるときは、液体以外の方法で行うようにすることができる。
6 前項ただし書の規定により耐圧試験を行う場合は、設計圧力の1・1倍に温度補正係数を乗じて得た圧力以上の圧力で空気、窒素等の気体を使用しなければならない。
(気密試験)
第35条 第1種特定設備(前条第2項の耐圧試験を行ったものを除く。)は、当該特定設備の気密性を確認するため、設計圧力以上の圧力による気密試験を行うようにしなければならない。ただし、その構造により気密試験を行うことができない部分については、真空漏えい試験その他の気密性を検査する試験に代えることができる。
2 高圧ポリエチレンの製造に係る第1種特定設備は、前項の規定にかかわらず、エチレンを使用した常用の圧力以上の圧力による気密試験(保安を確保するために適切な措置を講じたものに限る。)を行うようにすることができる。
第3節 材料
第36条 特定設備の材料は、第11条の規定によるほか、次項から第4項までの規定によらなければならない。
2 特定設備の材料は、表面に使用上有害な傷、打こん、腐食等の欠陥がないものでなければならない。
3 特定設備の耐圧部分の材料は、前項の規定によるほか、内部に使用上有害な空洞、介在物等の欠陥がないものでなければならない。
4 第2種特定設備の耐圧部分の材料は、前項の規定によるほか、最低設計金属温度(設計温度のうち最低の温度をいう。以下同じ。)において十分なじん性を有するものでなければならない。
第4節 加工
第37条 材料の切断、成形その他の加工(溶接を除く。以下この条において同じ。)は、第12条及び第20条から第23条までの規定によるほか、次項の規定によらなければならない。
2 加工は、次に定めるところにより行わなければならない。
一 材料の表面に使用上有害な傷、打こん、腐食等の欠陥がないこと。
二 材料の機械的性質を損なわないこと。
三 公差が適切であること。
四 使用上有害な歪みがないこと。
第5節 溶接
(溶接)
第38条 特定設備の溶接部は、第24条から第31条までの規定によるほか、次条から第42条までの規定によらなければならない。
(継手の仕上げ)
第39条 特定設備の溶接部であって非破壊試験を行うものの表面は、滑らかであり、母材の表面より低くなく、かつ、母材の表面と段がつかないように仕上げなければならない。この場合において、放射線透過試験を行うときは、突合せ溶接による溶接部の余盛りの高さは、当該試験を行うために支障のないように仕上げなければならない。
2 高張力鋼(最小引張強さが570ニュートン毎平方ミリメートル以上の炭素鋼をいう。)を材料として使用する第1種特定設備の溶接部は、その内面の余盛りを削り取らなければならない。ただし、応力除去のための熱処理を行うものにあっては、この限りでない。
3 層成胴の内筒又は層成材の長手継手に係る溶接部は、曲率に合せて滑らかに仕上げなければならない。
(機械試験基準)
第40条 継手引張試験を行った場合において、試験片の引張強さが常温における最小引張強さ以上であるとき(アルミニウム及びアルミニウム合金、銅及び銅合金、チタン及びチタン合金又は9パーセントニッケル鋼を母材とする溶接部であって許容引張応力の値以下の値を許容引張応力として使用するものの試験片にあっては、第1種特定設備にあっては当該許容引張応力の値の4倍の値、第2種特定設備にあっては当該許容引張応力の値の3・5倍の値に対応する常温の引張強さを有するとき)は、これを合格とする。
2 前項の規定の適用については、試験片が母材の部分で切れた場合において、その引張強さが常温における最小引張強さの95パーセント以上であり、かつ、溶接部に欠陥がないときは、当該試験片は、合格したものとみなす。
3 曲げ試験を行った場合において、試験片に有害な割れ等の欠陥がないときは、これを合格とする。
4 設計温度以下の温度で第1種特定設備の溶接部について衝撃試験を行った場合(設計温度が零度未満の溶接部に限り、オーステナイト系ステンレス鋼及び非鉄金属に係るもの並びに母材の厚さが4・5ミリメートル未満のものを除く。)において、溶接金属部及び熱影響部についてそれぞれ3個の試験片(その幅が10ミリメートルのものに限る。ただし、試験板の寸法により試験片の幅を10ミリメートルとすることができない場合は、試験片の幅を縮小することができる。次項において同じ。)の吸収エネルギーが次の表1に掲げる母材の最小引張強さに対応する最小吸収エネルギーの欄に掲げる値(試験片の幅を縮小した場合にあっては、当該試験片の寸法に応じ次の表2に掲げる母材の厚さに応じた試験片の寸法に対応する係数を表1の値に乗じて得た値)以上であるときは、これを合格とする。
表1
| 母材の最小引張強さ σ(単位 ニュートン毎平方ミリメートル) | 最小吸収エネルギー(単位 ジュール) | |
| 3個の平均値 | 1個の最小値 | |
| σ≦450 | 18 | 14 |
| 450<σ≦520 | 20 | 16 |
| 520<σ≦660 | 27 | 20 |
| 660<σ | 27 | 27 |
表2
|
母材の厚さt (単位 ミリメートル) |
試験片の寸法 (単位 ミリメートル) |
係数 |
| 8.5≦t<12 | 10×7.5 | 0.75 |
| 6≦t<8.5 | 10×5 | 0.50 |
| t<6 | 10×2.5 | 0.25 |
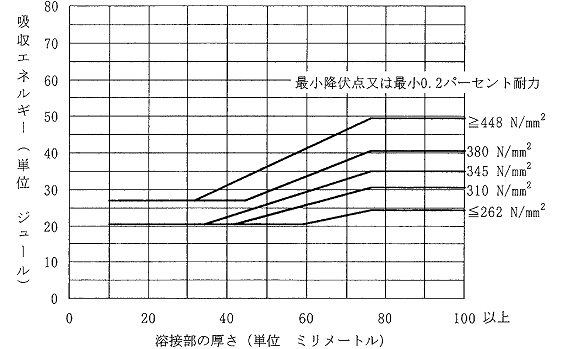
5 第2種特定設備の溶接部について衝撃試験を行った場合において、溶接金属部及び熱影響部の双方又は一方についてそれぞれ3個の試験片の吸収エネルギー(試験片の幅を縮小した場合にあっては、当該試験片の吸収エネルギーの10倍の値を当該試験片の幅の値(単位 ミリメートル)で除して得たものとする。以下この項及び第42条第2項において同じ。)の平均値及び2個の試験片の吸収エネルギーの値がそれぞれ最小吸収エネルギー(次の図における母材の最小降伏点又は最小0・2パーセント耐力ごとに溶接部の厚さに対応する吸収エネルギーをいう。以下この項において同じ。)の値以上で、かつ、1個の試験片の吸収エネルギーの値が最小吸収エネルギーの3分の2の値以上であるときは、これを合格とする。
| 備考 |
一 最小降伏点又は最小0・2パーセント耐力の値が262ニュートン毎平方ミリメートル未満又は448ニュートン毎平方ミリメートルを超える場合における溶接部の厚さに対応する吸収エネルギーの値は、それぞれ262ニュートン毎平方ミリメートル又は448ニュートン毎平方ミリメートルにおける溶接部の厚さに対応する吸収エネルギーの値とする。
二 最小降伏点又は最小0・2パーセント耐力の値が262ニュートン毎平方ミリメートル以上448ニュートン毎平方ミリメートル以下の場合であって図に掲げる値以外のときは、補間法により溶接部の厚さに対応する吸収エネルギーの値を求める。
備考1 特定設備の区分のうちその他の圧力容器については、特定設備の名称に応じたものとし、括弧内に名称を記載する。備考2 胴板の区分の欄の1類から4類は、次表の上欄に掲げる胴板の区分に応じて、下欄に掲げるとおりとし、下欄の番号は、日本工業規格B8285(1993)圧力容器の溶接施工方法の確認試験の付表1母材の区分のP番号によるものとする。
備考3 クラッド鋼については、合せ材を強度部材とするときは、母材と合せ材について、それぞれ胴板の区分とする。
備考1 特定設備の区分のうちその他の圧力容器については、特定設備の名称に応じたものとし、括弧内に名称を記載する。
備考2 胴板の区分の欄の1類から4類は、次表の上欄に掲げる胴板の区分に応じて、下欄に掲げるとおりとし、下欄の番号は、日本産業規格B8285(1993)圧力容器の溶接施工方法の確認試験の付表1母材の区分のP番号によるものとする。
備考3 クラッド鋼については、合せ材を強度部材とするときは、母材と合せ材について、それぞれ胴板の区分とする。
|
6 第2種特定設備の溶接部について衝撃試験を行った場合において、溶接金属部及び熱影響部の双方又は一方についてそれぞれ3個の試験片の横膨出の値が次の各号に掲げる母材の種類に応じ、当該各号に定める値以上であるときは、これを合格とする。
一 炭素鋼、低合金鋼及び9パーセントニッケル鋼 次の図における溶接部の厚さに対応する横膨出の値
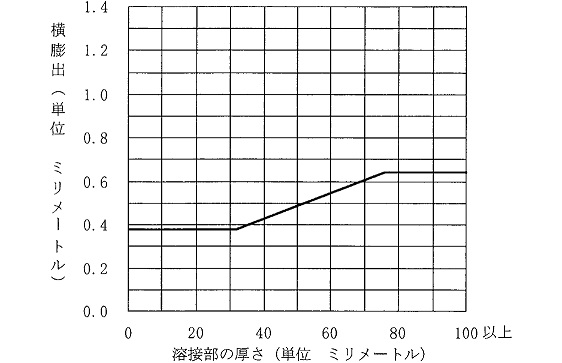
二 高合金鋼 次のイ又はロに定める値
イ 最低設計金属温度が零下196度以上のものにあっては、0・38ミリメートル
ロ 最低設計金属温度が零下196度未満のものにあっては、0・53ミリメートル
7 第2種特定設備の溶接部について破壊じん性試験を行った場合において、溶接金属部及び熱影響部についてそれぞれ2個の試験片の破壊じん性の値が132メガパスカル平方根メートル以上であるときは、これを合格とする。
(非破壊試験基準)
第41条 非破壊試験を行った場合において、溶接部の溶け込みが十分であり、かつ、溶接部の表面又は内部に割れ又はアンダーカット、オーバーラップ、クレータ、スラグ巻込み、ブローホール等であって有害なものがないときは、これを合格とする。
(再試験基準)
第42条 第30条の機械試験の結果が次の各号のいずれかに該当する場合には、当初の試験に用いられた試験片を採取した試験板と同時に作成した試験板から採取した試験片(以下この条において「再試験片」という。)を使用して再度当該各号の試験を行うことができるものとし、再試験片がこれに合格したときは、当該再試験片を採取した試験板に係る溶接部は、当該各号の試験に合格したものとみなす。この場合において、再試験片の数は当初の試験に使用する試験片の数の2倍(第4号に掲げる場合にあっては、当初の試験に使用する試験片の数と同数)とし、試験片の数以外の試験の方法は、当初の試験と同じとする。
一 第40条第1項の継手引張試験に不合格となり、かつ、試験片が溶接部で切れたときの引張強さが常温における最小引張強さの90パーセント以上であるとき。
二 第40条第3項の曲げ試験に不合格となり、かつ、その不合格の原因が溶接部の欠陥以外にあることが明らかであるとき。
三 第40条第4項の衝撃試験に不合格となり、かつ、3個の試験片の吸収エネルギーの平均値及び2個以上の試験片の吸収エネルギーの最小値がそれぞれ同項の最小吸収エネルギー値以上であるとき。
四 第40条第6項の衝撃試験(最低設計金属温度が零下196度未満の高合金鋼を母材とする場合を除く。)に不合格となり、かつ、3個の試験片の横膨出の平均値及び2個の試験片の横膨出の値がそれぞれ同項各号に掲げる母材の種類に応じ、当該各号に定める値(以下この項において「最小横膨出」という。)以上で、かつ、1個の試験片の横膨出の値が最小横膨出の3分の2の値以上であるとき。
2 第40条第5項の衝撃試験に不合格となり、かつ、次の各号のいずれかに該当する場合には、当初の試験に使用する試験片と同数の再試験片を使用して再度衝撃試験を行うことができるものとし、すべての再試験片の吸収エネルギーの値が同項の最小吸収エネルギー値以上であるときは、当該再試験片を採取した試験板に係る溶接部は、当該試験に合格したものとみなす。
一 3個の試験片の吸収エネルギーの平均値及び2個の試験片の吸収エネルギーの値がそれぞれ第40条第5項の最小吸収エネルギーの3分の2の値以上同項の最小吸収エネルギーの値未満であり、かつ、1個の試験片の吸収エネルギーの値が同項の最小吸収エネルギーの3分の2の値以上であるとき。
二 3個の試験片の吸収エネルギーの平均値及び2個の試験片の吸収エネルギーの値がそれぞれ第40条第5項の最小吸収エネルギーの値以上で、かつ、1個の試験片の吸収エネルギーの値が同項の最小吸収エネルギーの3分の2の値未満であるとき。
3 第40条第6項の衝撃試験(最低設計金属温度が零下196度未満の高合金鋼を母材とする場合に限る。)に不合格となった場合には、再試験片を使用して破壊じん性試験を行うことができるものとし、当該試験に合格したときは、当該再試験片を採取した試験板に係る溶接部は、当初の試験に合格したものとみなす。
4 第30条ただし書の引張試験に不合格となり、かつ、当該溶接部で切れたときの引張強さが常温における最小引張強さの90パーセント以上である場合には、同一の条件で作られた2個の溶接部について引張試験を行い、これに合格したときは、引張試験に合格したものとみなす。
5 第31条の非破壊試験に不合格となった場合には、欠陥部を除去した上で再溶接その他の補修を行い、当該補修を行った部分について再び当初の試験を行うことができるものとし、当該試験に合格したときは、当該補修を行った部分が属する溶接部は、当初の試験に合格したものとみなす。
第6節 構造
(構造)
第43条 特定設備の構造は、第32条から第35条までの規定によるほか、次条及び第45条の規定によらなければならない。
(耐圧試験等基準)
第44条 耐圧試験又は水張試験を行った場合において、特定設備に局部的な膨らみ又は伸び、漏れ等の異状が生じないときは、これを合格とする。
(気密試験基準)
第45条 気密試験を行った場合において、特定設備に漏れ等の異状が生じないときは、これを合格とする。
第7節 検査の方法
(設計の検査の方法)
第46条 設計の検査は、特定設備の設計が第10条の規定に適合していることを設計書及び構造図に記載された事項を確認することにより行わなければならない。
2 前項の設計の検査結果は、様式第3の設計検査成績表に記録しなければならない。
(材料の検査の方法)
第47条 材料の検査を行おうとするときは、設計書及び構造図に基づき、材料の検査の検査対象部位及び検査項目を様式第4の材料・加工検査成績表に記入しなければならない。
2 材料の検査は、次に掲げる方法により行わなければならない。
一 材料の製造業者が発行した材料試験成績書(以下単に「材料試験成績書」という。)に記載された材料の種類の記号が構造図に記載された材料の種類の記号と一致していることを確認する。
二 材料試験成績書に記載された化学的成分及び機械的性質が構造図に記載された材料規格に適合していることを確認する。
三 材料の種類の記号及び製鋼番号、製品番号、検査番号等が材料試験成績書に記載されたそれと一致していることを確認する。
四 材料の表面が第36条第2項の規定に適合していることを目視等により確認する。
五 材料の寸法及び数量が様式第4の材料・加工検査成績表の記載と一致していることを確認する。
六 第1種特定設備にあっては、材料(板の厚さが厚い鋼に限る。)の内部が第36条第3項の規定に適合していることを超音波探傷試験等により確認する。この場合において、当該材料の製造業者が発行した超音波探傷試験成績書等により確認することができる。
七 岩盤貯槽の岩盤にあっては、第1号から前号までの規定にかかわらず、当該岩盤が設計書に記載された化学的成分及び機械的性質に適合していることを適切な方法により確認する。
八 第2種特定設備にあっては、材料のじん性が第36条第4項の規定に適合していることを衝撃試験、落重試験又は破壊じん性試験により確認する。この場合において、材料試験成績書により確認することができる。
3 前項の材料の検査結果は、検査対象部位ごとに様式第4の材料・加工検査成績表に記録しなければならない。
(加工の検査の方法)
第48条 加工の検査を行おうとするときは、設計書及び構造図に基づき、前条第1項の規定により記入した検査対象部位ごとに検査項目を様式第4の材料・加工検査成績表に記入しなければならない。
2 加工の検査は、次に掲げる方法により行わなければならない。
一 加工後の材料(以下「加工品」という。)が第37条の規定に適合していることを目視、寸法測定器等により確認する。
二 前号の場合において、購入した加工品の寸法を寸法測定器等を用いて測定する場合にあっては、当該加工品の製造業者が発行した試験成績書により確認することができる。
3 前項の加工の検査結果は、検査対象部位ごとに様式第4の材料・加工検査成績表に記録しなければならない。
(溶接の検査の方法)
第49条 溶接の検査を行おうとするときは、設計書及び構造図に基づき、溶接の検査の検査対象部位及び検査項目を様式第5の溶接検査成績表に記入しなければならない。
2 溶接の検査は、次に掲げる方法により行わなければならない。
一 特定設備の溶接部が第24条及び第40条の規定に適合していることを第30条の機械試験により確認する。
二 特定設備の溶接部の形状、寸法等が第26条から第28条まで及び第39条の規定に適合していることを目視、寸法測定器等により確認する。
三 特定設備の溶接部の熱処理が設計書に基づいて行われたことを熱処理温度チャートにより確認する。
四 特定設備の溶接部が第41条の規定に適合していることを第31条の非破壊試験により確認する。
3 溶接の検査結果は、検査対象部位及び検査項目ごとに様式第5の溶接検査成績表に記録しなければならない。
(構造の検査の方法)
第50条 構造の検査を行おうとするときは、設計書及び構造図に基づき、構造の検査の検査対象部位を様式第6の構造検査成績表に記入しなければならない。
2 構造の検査は、次に掲げる方法により行わなければならない。
一 特定設備の構造が第32条、第33条及び第43条の規定に適合していることを目視、寸法測定器等により確認する。
二 前号の場合であって、耐圧試験により第44条の規定に適合していることを確認するときは、試験圧力まで昇圧して一定時間放置した後、目視により行う。この場合において、使用する液体の温度は、特定設備がぜい性破壊を起こすおそれのないものでなければならない。
三 第1号の場合であって、気体を使用した耐圧試験により第44条の規定に適合していることを確認するときは、設計圧力又は試験圧力の2分の1の圧力まで圧力を上げ、設計圧力又は試験圧力の10分の1の圧力ずつ段階的に圧力を上げて試験圧力に達した後、再び設計圧力まで圧力を下げ、目視により行う。この場合において、使用する気体は乾燥した清浄な空気、窒素等であり、その温度は特定設備がぜい性破壊を起こすおそれのないものでなければならない。
四 第1号の場合であって、水張試験により平底円筒形貯槽が第44条の規定に適合していることを確認するときは、試験水位まで水を満たし一定時間放置した後、目視により行う。この場合において、使用する水の温度は、当該平底円筒形貯槽がぜい性破壊を起こすおそれのないものでなければならない。
五 第1号の場合(第3号の耐圧試験を行った場合を除く。)であって、気密試験により第45条の規定に適合していることを確認するときは、試験圧力まで昇圧して一定時間放置した後、目視により行う。この場合において、使用する気体は、乾燥した清浄な空気、窒素等でなければならない。
3 構造の検査結果は、検査対象部位及び検査項目ごとに様式第6の構造検査成績表に記録しなければならない。
第8節 雑則
(特殊な設計による特定設備についての特例)
第51条 特殊な設計による特定設備について経済産業大臣の認可を受けた場合は、第10条から第45条までの規定にかかわらず、当該認可に係る基準をもって法第56条の3第4項の技術上の基準とする。
(輸入された特定設備等についての特例)
第52条 法第56条の3第2項及び第3項に規定する特定設備については、適当と認められる設計図、材料の品質及び溶接部についての機械試験の成績を示す図書その他の特定設備検査に必要な資料が提出されるときは、第10条から第45条まで及び前条に規定する加工前の材料の試験、溶接部についての機械試験等を省略することができる。
第3章 特定設備検査合格証
第53条 法第56条の4第4項の経済産業省令で定める特定設備検査合格証の様式は、様式第7のとおりとする。
(特定設備検査合格証の再交付の手続)
第54条 法第56条の4第3項の規定により特定設備検査合格証の再交付を受けようとする者は、様式第8による申請書を経済産業大臣の交付に係る特定設備検査合格証の場合にあっては経済産業大臣、協会の交付に係る特定設備検査合格証の場合にあっては協会、指定特定設備検査機関の交付に係る特定設備検査合格証の場合にあっては指定特定設備検査機関に提出しなければならない。
(特定設備検査合格証の返納)
第55条 法第56条の6の規定により特定設備検査合格証の返納をしようとする者は、経済産業大臣の交付に係る特定設備検査合格証の場合にあっては経済産業大臣、協会の交付に係る特定設備検査合格証の場合にあっては協会、指定特定設備検査機関の交付に係る特定設備検査合格証にあっては指定特定設備検査機関に返納しなければならない。
第4章 表示
(表示)
第56条 法第56条の5第1項の規定により特定設備検査合格証の交付を受けた者が行う表示は、特定設備の厚肉の部分の見やすい箇所に明瞭に、かつ、消えないように、次の各号に掲げる事項をその順序で打刻することにより、又は当該事項をその順序で打刻、鋳出等の方法により記した板を溶接をし、はんだ付けをし、若しくはろう付けをすることにより行うものとする。ただし、ライナーに周方向のみ又は軸方向及び周方向に樹脂含浸連続繊維を巻き付けた複合構造を有する圧力容器を使用した特定設備に同項の表示をするときは、次の各号に掲げる事項をその順序で明瞭に、かつ、消えないように打刻したアルミニウム箔を当該特定設備の圧力容器胴部の外面の見やすい箇所に取れないように貼付することその他の保安上支障のない方法により、当該事項をその順序で当該特定設備の見やすい箇所に明瞭に、かつ、消えないように表示をすることをもって、これに代えることができる。
一 特定設備の製造業者の名称又はその略称若しくは符号
二 検査機関の名称又はその略称若しくは符号
三 特定設備検査合格証の番号及び発行年月
三の2 当該特定設備の種別(第1種特定設備にあっては「S1」、第2種特定設備にあっては「S2」とする。)
四 設計圧力(記号 P、単位 メガパスカル)
五 第1種特定設備にあっては、設計温度(記号 T、単位 度)
五の2 第2種特定設備にあっては、設計温度のうち最高の温度(記号 TH、単位 度)及び最低設計金属温度(記号 TL、単位 度)
六 製造をする高圧ガスの種類(可燃性ガスにあっては「燃」、毒性ガスにあっては「毒」とする。)
七 内容積(記号 V、単位 立方メートル)
第5章 特定設備検査に係る登録
第1節 登録の基準等
(特定設備事業区分)
第57条 法第56条の6の2第1項の経済産業省令で定める特定設備の製造の事業の区分(以下「特定設備事業区分」という。)は、別表の第1欄に掲げる特定設備の区分ごとに、第2欄、第3欄、第4欄及び第5欄に掲げる特定設備の種別、耐震設計の区分、胴板の厚さ及び胴板の区分のうちのそれぞれいずれかを組合せたものとする。
(登録の申請)
第58条 法第56条の6の2第1項の規定により登録を受けようとする特定設備製造業者は、様式第9の登録申請書に次項に規定する書類を添えて、経済産業大臣(特定設備を製造する工場又は事業場が一の産業保安監督部の管轄区域内のみに設置されている特定設備製造業者にあっては、当該工場又は事業場の所在地を管轄する産業保安監督部長。第67条、第69条から第72条まで、第76条、第77条第1項、第79条及び第80条において同じ。)に提出しなければならない。
2 法第56条の6の2第3項の経済産業省令で定める書類は、次の各号に掲げるものとする。
一 定款及び登記事項証明書
二 役員の氏名及び略歴を記載したもの
三 特定設備検査規程
四 工場又は事業場の図面
3 第1項の申請において第63条第3項の書面を添付しない場合にあっては、様式第10による検査申請書を様式第9に添付しなければならない。
4 前項の検査申請書には、同項の申請に係る工場又は事業場における品質管理の方法及び検査のための組織が第60条第2項で定める技術上の基準のうち日本産業規格Z9901(1994)又は日本産業規格Z9902(1994)に規定する基準に適合していることを証する書面を添付することができる。
(特定設備製造設備及び特定設備検査設備)
第59条 法第56条の6の2第2項第4号の経済産業省令で定める特定設備製造設備は、登録に係る特定設備事業区分に応じて、切断加工、切削加工、曲げ加工、溶接その他の製造工程において必要なものとする。
2 法第56条の6の2第2項第5号の経済産業省令で定める特定設備検査設備は、登録に係る特定設備事業区分に応じて、寸法測定、機械試験、非破壊試験、耐圧試験、気密試験その他の検査において必要なものとする。
3 法第56条の6の4第1項第1号及び第2号の経済産業省令で定める技術上の基準は、登録に係る特定設備事業区分に応じて、それぞれ製造及び検査するために必要かつ十分な能力を有することとする。
(品質管理の方法及び検査のための組織)
第60条 法第56条の6の2第2項第6号の経済産業省令で定める品質管理の方法及び検査のための組織に関する事項は、品質に対する方針、組織(品質管理責任者の選任に係る事項を含む。)、設計管理、文書管理、購買、工程管理、検査、設備、記録、教育その他の特定設備製造及び検査に必要なものとする。
2 法第56条の6の4第1項第3号の経済産業省令で定める技術上の基準は、登録に係る特定設備事業区分に応じて、製造及び検査を適切に行うために必要かつ十分であることとする。
(経済産業大臣による検査の特例)
第61条 法第56条の6の2第4項の検査は、第58条第3項の申請書に同条第4項の書面が添付されているときは、当該書面に係る事項については当該書面をもって行うことができる。
(検査員の条件及び数)
第62条 法第56条の6の4第1項第4号の経済産業省令で定める条件は、次の各号のいずれかとする。
一 学校教育法による大学若しくは高等専門学校又は従前の規定による大学若しくは専門学校において理学又は工学に関する課程を修めて卒業し(当該課程を修めて同法による専門職大学の前期課程を修了した場合を含む。)、かつ、特定設備の検査に1年以上従事した経験を有すること。
二 学校教育法による高等学校又は従前の規定による中等学校において工学に関する課程を修めて卒業し、かつ、特定設備の検査に2年以上従事した経験を有すること。
三 特定設備の検査に5年以上従事した経験を有すること。
2 法第56条の6の4第1項第4号の経済産業省令で定める数は2名とする。
(協会等による調査の申請)
第63条 法第56条の6の5第1項の規定により協会又は検査組織等調査機関(以下「協会等」という。)の行う調査を受けようとする者は、様式第11による申請書を協会等に提出しなければならない。
2 前項の調査申請書には、同項の申請に係る工場又は事業場における品質管理の方法及び検査のための組織が第60条第2項で定める技術上の基準のうち日本産業規格Z9901(1994)又は日本産業規格Z9902(1994)に規定する基準に適合していることを証する書面を添付することができる。
3 法第56条の6の5第2項の書面は、様式第12により作成するものとする。
(協会等による調査の特例)
第64条 法第56条の6の5の調査は、前条第1項の申請書に同条第2項の書面が添付されているときは、当該書面に係る事項については当該書面をもって行うことができる。
(登録の更新)
第65条 法第56条の6の6の規定により登録の更新を受けようとする登録特定設備製造業者は、第58条第1項の例により申請をしなければならない。
2 第58条第2項から前条までの規定は前項の申請による登録の更新に準用する。
(登録証)
第66条 法第56条の6の8第1項の登録証の様式は、様式第13のとおりとする。
(変更の届出)
第67条 法第56条の6の9の規定により変更を届け出ようとする登録特定設備製造業者は、様式第14による届出書を経済産業大臣に提出しなければならない。
(軽微な変更)
第68条 法第56条の6の9の経済産業省令で定める軽微な変更は、次の各号に掲げるものとする。
一 登録に係る特定設備製造設備と同等以上の能力を有する特定設備製造設備への変更
二 登録に係る特定設備検査設備と同等以上の能力を有する特定設備検査設備への変更
三 登録に係る品質管理の方法及び検査のための組織に関することであって、次のイ及びロに掲げるもの
イ 品質管理責任者の代行者の変更
ロ 材料、部品等の購入先の変更
(廃止の届出)
第69条 法第56条の6の11の規定により廃止を届け出ようとする登録特定設備製造業者は、様式第15による届出書を経済産業大臣に提出しなければならない。
(登録証の再交付)
第70条 法第56条の6の12の規定により登録証の再交付を受けようとする登録特定設備製造業者は、様式第16による申請書を経済産業大臣に提出しなければならない。
(電磁的方法による保存)
第71条 法第56条の6の13第2項に規定する検査記録は、電磁的方法(電子的方法、磁気的方法その他の人の知覚によって認識することができない方法をいう。)により作成し、保存することができる。
2 前項の規定による保存をする場合には、同項の検査記録が必要に応じ電子計算機その他の機器を用いて直ちに表示されることができるようにしておかなければならない。
3 第1項の規定による保存をする場合には、経済産業大臣が定める基準を確保するよう努めなければならない。
(特定設備製造業者登録簿の謄本の交付又は閲覧の請求)
第72条 法第56条の6の21の規定により特定設備製造業者登録簿の謄本の交付又は閲覧を請求しようとする者は、様式第17による請求書を経済産業大臣に提出しなければならない。
(外国特定設備製造業者の登録の申請)
第73条 法第56条の6の22第1項の登録を受けようとする外国特定設備製造業者は、様式第18による申請書に第58条第2項に規定する書類を添えて経済産業大臣に提出しなければならない。
2 前項の申請において第63条第2項の書面を添付しない場合にあっては、様式第19による検査申請書を様式第18に添付しなければならない。
3 法第56条の6の22第2項において準用する法第56条の6の5第1項の規定により協会等の行う調査を受けようとする者は、様式第20による申請書を協会等に提出しなければならない。
(外国特定設備製造業者の変更の届出等)
第74条 法第56条の6の22第2項において準用する法第56条の6の9の規定により変更を届け出ようとする外国登録特定設備製造業者は、様式第21による届出書を経済産業大臣に提出しなければならない。
2 法第56条の6の22第2項において準用する法第56条の6の11の規定により廃止を届け出ようとする外国登録特定設備製造業者は、様式第22による届出書を経済産業大臣に提出しなければならない。
3 法第56条の6の22第2項において準用する法第56条の6の12の規定により登録証の再交付を受けようとする外国登録特定設備製造業者は、様式第23による申請書を経済産業大臣に提出しなければならない。
(準用)
第75条 第58条第4項、第59条から第62条まで、第63条第2項及び第3項、第64条から第66条まで並びに第72条の規定は第73条第1項の登録について、第68条及び第71条の規定は外国登録特定設備製造業者について、それぞれ準用する。
第2節 特定設備基準適合証等
(一部工程の特定設備検査)
第76条 法第56条の6の4第2項(法第56条の6の22第2項において準用する場合を含む。)の規定により自ら検査を行うことができる特定設備の製造の工程を制限された者(以下「制限を受けた登録特定設備製造業者」という。)が、当該制限された製造の工程に係る特定設備検査を受けようとするときは、様式第24による申請書を経済産業大臣、協会又は指定特定設備検査機関に提出しなければならない。
2 経済産業大臣、協会又は指定特定設備検査機関は、前項の申請を受けたときは当該申請に係る検査を行い、その検査の記録書(様式第3から第6までの検査成績表に検査結果を記入したもの)を交付しなければならない。
(特定設備基準適合証交付の申請)
第77条 法第56条の6の14第1項(法第56条の6の22第2項において準用する場合を含む。)の規定により特定設備基準適合証の交付を求めようとする者は、様式第25による申請書に次項に規定する事項を記載した検査の記録及び制限を受けた登録特定設備製造業者にあっては当該工程についての前条第2項の検査の記録書を添えて、経済産業大臣、協会又は指定特定設備検査機関に提出しなければならない。
2 法第56条の6の14第1項の経済産業省令で定める事項は、次の各号に掲げるものとする。
一 自ら特定設備検査を行った製造の工程について様式第3から第6までの検査成績表に記載された事項
二 登録特定設備製造業者又は外国登録特定設備製造業者が自ら検査を行った場合の当該特定設備検査員の氏名
(特定設備基準適合証)
第78条 法第56条の6の14第3項の特定設備基準適合証の様式は、様式第26のとおりとする。
(特定設備基準適合証の再交付の手続)
第79条 法第56条の6の14第4項において準用する法第56条の4第3項の規定により特定設備基準適合証の再交付を受けようとする者は、様式第27による申請書を経済産業大臣の交付に係る特定設備基準適合証の場合にあっては経済産業大臣、協会の交付に係る特定設備基準適合証の場合にあっては協会、指定特定設備検査機関の交付に係る特定設備基準適合証の場合にあっては指定特定設備検査機関に提出しなければならない。
(特定設備基準適合証の返納)
第80条 法第56条の6の15第2項において準用する法第56条の6の規定により特定設備基準適合証の返納をしようとする者は、経済産業大臣の交付に係る特定設備基準適合証の場合にあっては経済産業大臣、協会の交付に係る特定設備基準適合証の場合にあっては協会、指定特定設備検査機関の交付に係る特定設備基準適合証の場合にあっては指定特定設備検査機関に返納しなければならない。
(表示)
第81条 法第56条の6の15第1項において準用する法第56条の5第1項の規定により特定設備基準適合証の交付を受けた者が行う表示は、第56条の例によるものとする。この場合において、「特定設備の製造業者」とあるのは「登録特定設備製造業者又は外国登録特定設備製造業者」と、「検査機関」とあるのは「特定設備基準適合証交付機関」と、「特定設備検査合格証」とあるのは「特定設備基準適合証」と読み替えるものとする。
附則
1 この省令は、高圧ガス取締法の一部を改正する法律(昭和50年法律第30号)の施行の日(昭和51年2月22日)から施行する。
2 法第56条の3第1項の指定の申請をする者であって、この省令の施行前に第3条に規定する特定設備に相当する設備の検査に従事した経験を有する者に特定設備検査を実施させようとするものについての第76条の規定の適用については、同条第1号又は第2号中「特定設備の検査」とあるのは、「特定設備又は特定設備に相当する設備の検査」とする。
附則 (昭和52年4月13日通商産業省令第14号)
この省令は、昭和52年5月1日から施行する。
附則 (昭和54年10月15日通商産業省令第79号)
1 この省令は、昭和54年11月1日から施行する。
2 この省令の施行の際現に製造に着手している特定設備については、なお従前の例による。
附則 (昭和56年10月26日通商産業省令第67号)
1 この省令は、昭和57年4月1日から施行する。
2 この省令の施行の際現に製造に着手している耐震設計設備については、なお従前の例によることができる。
附則 (昭和58年7月30日通商産業省令第40号)
この省令は、外国事業者による型式承認等の取得の円滑化のための関係法律の一部を改正する法律(昭和58年法律第57号)の施行の日(昭和58年8月1日)から施行する。
附則 (昭和61年3月31日通商産業省令第11号)
この省令は、公布の日から施行する。
附則 (昭和61年9月30日通商産業省令第49号) 抄
(施行期日)
1 この省令は、昭和61年10月1日から施行する。
附則 (平成2年3月28日通商産業省令第12号)
1 この省令は、平成2年4月2日から施行する。
2 この省令の施行の際現に製造に着手している特定設備については、なお従前の例による。
附則 (平成4年5月11日通商産業省令第29号) 抄
(施行期日)
第1条 この省令は、平成4年5月15日から施行する。
附則 (平成6年7月25日通商産業省令第57号)
この省令は、平成6年7月29日から施行する。
附則 (平成9年3月24日通商産業省令第24号)
第1条 この省令は、平成9年4月1日から施行する。
第2条 この省令の施行の際現に製造に着手している特定設備については、なお従前の例によることができる。
附則 (平成9年3月27日通商産業省令第39号)
この省令は、公布の日から施行する。ただし、第7条から第10条まで及び第12条から第15条までの規定は、平成9年4月2日から施行する。
附則 (平成10年3月26日通商産業省令第24号)
1 この省令は、平成10年4月1日から施行する。
2 この省令の施行の際現に製造に着手している特定設備については、なお従前の例によることができる。
附則 (平成11年9月30日通商産業省令第87号) 抄
(施行期日)
第1条 この省令は、平成11年10月1日から施行する。
(経過措置)
第2条 この省令の施行の際現に高圧ガス保安法(昭和26年法律第204号)第5条第1項の規定による許可を受けている製造施設(改正後の液化石油ガス保安規則第8条第1項第3号に規定するディスペンサーを除く。)については、改正後の液化石油ガス保安規則第8条第1項第2号から第4号までの規定は適用せず、なお従前の例による。
第3条 この省令の施行の際現に製造に着手している特定設備については、なお従前の例による。
附則 (平成12年3月1日通商産業省令第23号)
この省令は、公布の日から施行する。
附則 (平成12年3月31日通商産業省令第78号) 抄
(施行期日)
第1条 この省令は、公布の日から施行する。
(経過措置)
第2条 この省令の施行の際現に製造に着手している特定設備については、なお従前の例によることができる。
2 この省令の施行の際現に高圧ガス保安法第56条の6の2第1項の規定により登録特定設備製造業者の登録を受けている者に係る特定設備事業区分については、当該登録の有効期間の経過する日までの間は、なお従前の例による。
附則 (平成12年6月30日通商産業省令第131号)
この省令は、平成12年7月1日から施行する。
附則 (平成12年11月20日通商産業省令第346号)
この省令は、平成13年1月6日から施行する。
附則 (平成13年9月28日経済産業省令第198号)
この省令は、公布の日から施行する。
附則 (平成14年12月13日経済産業省令第120号)
この省令は、公布の日から施行する。
附則 (平成15年3月31日経済産業省令第41号)
(施行期日)
第1条 この省令は、公布の日から施行する。
(経過措置)
第2条 この省令の施行の際現に製造に着手している特定設備については、なお従前の例によることができる。
2 この省令の施行の際現に高圧ガス保安法第56条の6の2第1項の規定により登録特定設備製造業者の登録を受けている者に係る特定設備事業区分については、当該登録の有効期間の経過する日までの間は、なお従前の例による。
附則 (平成17年3月4日経済産業省令第14号)
この省令は、不動産登記法の施行の日(平成17年3月7日)から施行する。
附則 (平成17年3月11日経済産業省令第21号)
この省令は、平成17年4月1日から施行する。
附則 (平成17年3月30日経済産業省令第39号) 抄
(施行期日)
第1条 この省令は、平成17年3月31日から施行する。
附則 (平成20年12月1日経済産業省令第82号)
この省令は、一般社団法人及び一般財団法人に関する法律の施行の日(平成20年12月1日)から施行する。
附則 (平成25年8月15日経済産業省令第39号)
この省令は、公布の日から施行する。
附則 (平成28年6月30日経済産業省令第82号) 抄
(施行期日)
第1条 この省令は、平成28年6月30日から施行する。
附則 (平成30年7月17日経済産業省令第48号)
この省令は、平成31年4月1日から施行する。
附則 (平成30年11月14日経済産業省令第61号)
(施行期日)
第1条 この省令は、平成31年9月1日から施行する。ただし、次の各号に掲げる規定は、当該各号に定める日から施行する。
一 第1条並びに第3条中様式第37、様式第53、様式第54、様式第57及び様式第57の2の改正規定 公布の日
二 第7条 平成30年11月30日
(経過措置)
第2条 この省令の施行(附則第1条本文の規定による施行をいう。以下本条において同じ。)の際現に設置され、若しくは設置若しくは変更のための工事に着手している耐震設計構造物又はこれらの耐震設計構造物についてこの省令の施行後に高圧ガス保安法(昭和26年法律第204号。以下「法」という。)第14条第1項又は第19条第1項の許可を受けて行われる耐震上軽微な変更の工事が行われる場合の当該耐震設計構造物のこの省令の規定の適用については、なお従前の例によることができる。
2 この省令の施行前に法第26条第1項の規定による届出をしている者であって、この省令の施行の際現に津波防災地域づくりに関する法律(平成23年法律第123号)第8条第1項の規定により津波浸水想定が設定された区域内にある事業所については、危害予防規程に定めるべき事項の細目は、第2条による改正後の冷凍保安規則(昭和41年通商産業省令第51号)第35条第10項、第3条による改正後の液化石油ガス保安規則(昭和41年通商産業省令第52号)第61条第10項の規定、第4条による改正後の一般高圧ガス保安規則(昭和41年通商産業省令第53号)第63条第10項の規定及び第6条による改正後のコンビナート等保安規則(昭和61年通商産業省令第88号)第22条第10項の規定にかかわらず、この省令の施行の日から1年間は、なお従前の例によることができる。
3 この省令の施行前に法第26条第1項の規定による届出をしている事業所については、危害予防規程に定めるべき事項の細目は、第2条による改正後の冷凍保安規則(昭和41年通商産業省令第51号)第35条第2項第7号、第3条による改正後の液化石油ガス保安規則(昭和41年通商産業省令第52号)第61条第2項第7号、第4条による改正後の一般高圧ガス保安規則(昭和41年通商産業省令第53号)第63条第2項第7号の規定及び第6条による改正後のコンビナート等保安規則(昭和61年通商産業省令第88号)第22条第2項第7号の規定にかかわらず、この省令の施行の日から1年間は、なお従前の例によることができる。
(罰則に関する経過措置)
第3条 この省令の施行前にした行為に対する罰則の適用については、なお従前の例による。
附則 (令和元年7月1日経済産業省令第17号)
この省令は、不正競争防止法等の一部を改正する法律の施行の日(令和元年7月1日)から施行する。
別表第1(第5条関係)
別表第2(第5条関係)
別表第3(第46条関係)
様式第4(第47条及び第48条関係)
別表第5(第49条関係)
別表第6(第50条関係)
別表第7(第53条関係)
別表第8(第54条関係)
別表第9(第58条関係)
別表第10(第58条関係)
別表第11(第63条関係)
様式第12(第63条及び第78条関係)
別表第13(第66条関係)
別表第14(第67条関係)
別表第15(第69条関係)
別表第16(第70条関係)
別表第17(第72条関係)
別表第18(第73条関係)
別表第19(第73条関係)
別表第20(第73条関係)
別表第21(第74条関係)
別表第22(第74条関係)
別表第23(第74条関係)
別表第24(第76条関係)
別表第25(第77条関係)
別表第26(第78条関係)
別表第27(第79条関係)
別表(第57条関係)
| 特定設備の区分 | 特定設備の種別 | 耐震設計の区分 | 胴板の厚さ(単位 ミリメートル) | 胴板の区分 |
| 塔及び反応器 | 一種 第1種特定設備 | 1類 耐震設計設備及び耐震設計設備以外のもの | 製造実績のある板厚の2倍以内 | 1類 炭素鋼 |
| 球形貯槽 | ||||
| 平底円筒形貯槽 | 2類 低合金鋼 | |||
| 熱交換器、蒸発器及び凝縮器 | ||||
| 加熱炉 | 2種 第2種特定設備 | 2類 耐震設計設備以外のもの | 3類 高合金鋼 | |
| たて置円筒形貯槽及び横置円筒形貯槽 | ||||
| バルク貯槽 | 4類 非鉄金属 | |||
| その他の圧力容器( ) |
|
備考1 特定設備の区分のうちその他の圧力容器については、特定設備の名称に応じたものとし、括弧内に名称を記載する。 備考2 胴板の区分の欄の1類から4類は、次表の上欄に掲げる胴板の区分に応じて、下欄に掲げるとおりとし、下欄の番号は、日本産業規格B8285(1993)圧力容器の溶接施工方法の確認試験の付表1母材の区分のP番号によるものとする。
備考3 クラッド鋼については、合せ材を強度部材とするときは、母材と合せ材について、それぞれ胴板の区分とする。
|
インターネット六法に掲載している法令データは、原則、官報その他政府提供データを基にしています。
※原則とは、現在有効ではない法令の場合は図書館等にて収集しております
データ内容の正確性については万全を期しておりますが、官報に掲載された内容と異なる場合はそちらが優先します。
インターネット六法.comの利用に伴って発生した不利益や問題について、当サイトの運営者は何らの責任を負いません。
掲載している法令等に誤植(ふりがな等)がありましたら、「お問い合わせ」よりお知らせください。ご協力お願いいたします。
インターネット六法が少しでもあなたの役に立てれば光栄です。これからもインターネット六法を宜しくお願いします。
※スマホやタブレットで左の画像を読み込むと現在の法令ページを読み込めます。